










В условиях современной промышленной реальности, где надежность трубопроводных систем становится вопросом не просто экономической эффективности, но и экологической безопасности, выбор запорной арматуры выходит на первый план. Инженеры, закупщики и главные механики предприятий по всей России от Калининграда до Камчатки ежедневно сталкиваются с дилеммой: как найти баланс между стоимостью и безупречным качеством? Ключевым элементом здесь выступает корпус задвижки — фундаментальная деталь, определяющая долговечность всего узла. В 2026 году, когда рынок наполнен предложениями как от отечественных литейных заводов, так и от азиатских поставщиков, понимание нюансов ГОСТ и реальных ценовых тенденций становится критически важным навыком. Эта статья призвана стать вашим навигатором в мире промышленной арматуры, разбирая технические спецификации, ценообразование и скрытые риски, о которых молчат каталоги.
«Корпус задвижки — это не просто металлическая отливка, это барьер, сдерживающий колоссальное давление и агрессивные среды. Ошибка в выборе материала или технологии литья может стоить предприятию миллионов рублей убытков и, что хуже, человеческих жизней».
Технологический ландшафт 2026 года: эволюция материалов и стандартов
Российский рынок промышленной арматуры переживает период глубокой трансформации. Уход западных брендов, ранее доминировавших в сегменте высокотехнологичной запорной арматуры, создал вакуум, который стремительно заполняется отечественными производителями и партнерами из дружественных стран. Однако этот процесс сопровождается ростом требований к качеству. Если пять лет назад главным критерием часто была цена, то в 2026 году приоритет сместился в сторону ресурсосбережения и соответствия жестким нормам ГОСТ.
Современный корпус задвижки производится с использованием передовых методов литья. Традиционное песчано-глинистое литье уступает место более точным методам, таким как литье по выплавляемым моделям (ЛВМ) и литье в керамические формы. Это позволяет добиться лучшей геометрии внутренних полостей, что критически важно для снижения гидравлического сопротивления и предотвращения кавитации. Особенно актуально это для задвижек, работающих в системах транспортировки нефти и газа, где любые турбулентности могут привести к эрозии металла.
Материаловедение также сделало шаг вперед. Если раньше основным материалом служил серый чугун (СЧ) для низких давлений и углеродистая сталь (20Л, 25Л) для средних, то сейчас наблюдается рост спроса на легированные стали и сплавы с повышенной коррозионной стойкостью. Для работы в экстремальных климатических условиях Сибири и Крайнего Севера, где температуры опускаются ниже -60°C, производители внедряют специальные марки сталей с гарантированной ударной вязкостью при отрицательных температурах. Это не просто маркетинговый ход, а необходимость, продиктованная суровой российской действительностью.
Ярким примером адаптации к новым реалиям является деятельность национальных высокотехнологичных предприятий, таких как ООО «Вэйдоули Клапаны». Специализируясь на разработке и производстве арматуры из специальных материалов, компания успешно интегрирует в свою линейку продукции не только классические задвижки, но и сложные регулирующие клапаны (включая типы с линейным перемещением, запорные и разгруженные), а также высокопроизводительные шаровые краны с плавающим и цапфовым креплением. Особое внимание инженеры компании уделяют созданию титановых кранов и дисковых затворов, соответствующих строгим стандартам API 609, что позволяет обеспечивать точное управление потоками в самых агрессивных средах химической, металлургической и энергетической отраслей. Такой подход, сочетающий возможность изготовления продукции по индивидуальным требованиям заказчика с использованием передовых сплавов, демонстрирует, как современные российские производители закрывают потребности рынка в надежной запорной арматуре.
| Марка материала | Рабочий диапазон температур (°C) | Предельное давление (Ру), МПа | Типичное применение |
|---|---|---|---|
| СЧ20 (Серый чугун) | -15 … +225 | до 1.6 | Водоснабжение, отопление, нейтральные среды |
| ВЧ40 (Высокопрочный чугун) | -30 … +350 | до 2.5 | Нефтепродукты, пар, повышенные нагрузки |
| 20Л (Сталь углеродистая) | -40 … +425 | до 16.0 | Магистральные нефте- и газопроводы |
| 12Х18Н10Т (Нержавеющая сталь) | -60 … +600 | до 10.0 | Химическая промышленность, агрессивные среды |
| 09Г2С (Низколегированная сталь) | -70 … +425 | до 16.0 | Арктические месторождения, северный завоз |
Важно отметить, что визуальное сходство отливок может быть обманчивым. Химический состав металла, структура зерна и отсутствие внутренних дефектов (раковин, трещин) определяют реальную надежность изделия. Именно поэтому покупка корпуса задвижки без сертификата качества и паспорта изделия, подтверждающего соответствие ГОСТ, является недопустимым риском для любого ответственного предприятия.
ГОСТ как гарант безопасности: разбор ключевых требований
В России государственный стандарт (ГОСТ) является не просто рекомендацией, а законом для производителей промышленной продукции. Для задвижек основополагающим документом остается ГОСТ 5762-2002 «Арматура трубопроводная. Задвижки стальные фланцевые. Основные параметры», а также ряд смежных стандартов, регулирующих материалы и методы контроля. Понимание этих норм помогает отсеять некачественную продукцию еще на этапе тендера.
Одним из самых критичных параметров, регламентируемых ГОСТ, является герметичность затвора. Стандарт устанавливает четкие классы герметичности (от А до Д), где класс «А» предполагает полное отсутствие видимых утечек в течение определенного времени под контрольным давлением. Корпус задвижки должен обеспечивать геометрическую стабильность уплотнительных поверхностей даже после многократных циклов открытия и закрытия, а также после гидроударов.
Другой важный аспект — требования к прочности корпуса. Испытания проводятся давлением, превышающим рабочее в 1.5 раза (для проверки прочности) и в 1.25 раза (для проверки плотности). В 2026 году контроль ужесточился: многие крупные заказчики требуют проведения ультразвукового контроля (УЗК) каждой отливки корпуса, особенно в зонах перехода сечений и вокруг бобышек, где концентрация напряжений максимальна.
Ключевые пункты ГОСТ для проверки при приемке:
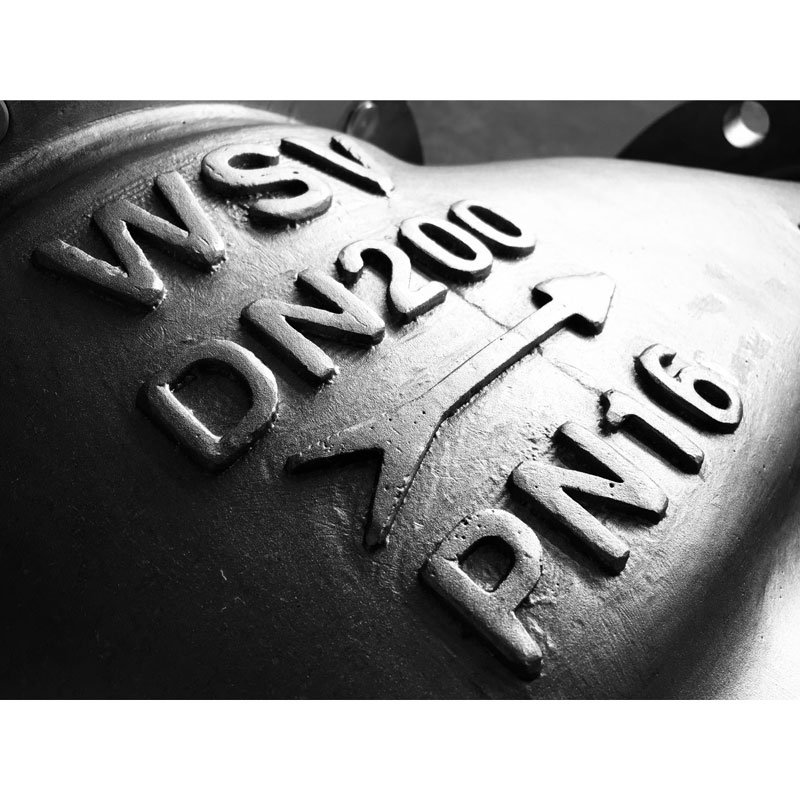
- Маркировка: На корпусе должна быть четко отлита или нанесена несмываемой краской информация о заводе-изготовителе, условном диаметре (ДУ), условном давлении (РУ), марке стали и дате выпуска.
- Качество поверхности: Отсутствие поверхностных дефектов, таких как пригары, непроливы и грубые заусенцы, которые могут стать очагами коррозии.
- Геометрия фланцев: Плоскостность уплотнительных поверхностей фланцев должна соответствовать строгим допускам для обеспечения герметичного соединения с трубопроводом.
- Толщина стенок: Минимальная толщина стенок корпуса не должна быть меньше расчетной величины с учетом минусового допуска на литье. Недостенок — частая причина разрывов под давлением.
Игнорирование этих пунктов при закупке часто приводит к тому, что дешевый корпус задвижки выходит из строя в первый же год эксплуатации, требуя замены всего узла и остановки технологического процесса. Стоимость простоя оборудования на современных производствах может достигать миллионов рублей в час, что многократно перекрывает первоначальную экономию на покупке арматуры.
Ценовая аналитика рынка РФ: от чего зависит стоимость в 2026 году
Ценообразование на рынке трубопроводной арматуры в России претерпело значительные изменения за последний год. Логистические цепочки перестроились, сырьевая база локализовалась, но влияние глобальных факторов остается ощутимым. Цена на корпус задвижки формируется под воздействием нескольких ключевых факторов, и понимание этой структуры поможет закупщикам вести более эффективные переговоры.
Первый и главный фактор — стоимость металлопроката и шихты. Цены на сталь и чугун остаются волатильными, зависящими от тарифов на электроэнергию для металлургических комбинатов и стоимости железнодорожных перевозок руды. В первом квартале 2026 года наблюдается умеренный рост цен на сортовой прокат, что напрямую влияет на себестоимость отливок.
Второй фактор — энергоемкость производства. Литейное производство является одним из самых энергозатратных. Тарифы на газ и электричество для промышленных потребителей в разных регионах России отличаются существенно. Заводы, расположенные вблизи источников дешевой энергии или имеющие собственные генерирующие мощности, могут предлагать более конкурентные цены.
Третий фактор — степень автоматизации и контроля качества. Предприятия, внедрившие роботизированные линии литья и обработки, а также лаборатории неразрушающего контроля, имеют более высокие накладные расходы. Однако их продукция стоит дороже не из-за наценки, а из-за реальной добавленной стоимости в виде гарантии надежности. Дешевые аналоги часто экономят именно на этих этапах, используя ручной труд и визуальный контроль вместо инструментального.
| Тип задвижки (условно) | Диаметр (ДУ), мм | Давление (Ру), атм | Ориентировочная цена корпуса (руб.) * | Факторы влияния на цену |
|---|---|---|---|---|
| Чугунная клиновая | 50 | 16 | 3 500 – 5 200 | Объем партии, тип чугуна (СЧ/ВЧ) |
| Стальная фланцевая | 100 | 16 | 18 000 – 24 500 | Марка стали, наличие термообработки |
| Стальная под приварку | 150 | 25 | 45 000 – 62 000 | Толщина стенки, УЗК контроль, регион доставки |
| Нержавеющая (хим. стойкая) | 80 | 16 | 95 000 – 130 000 | Стоимость легирующих элементов (никель, хром) |
| Арктическое исполнение | 200 | 40 | от 210 000 | Спецсталь, криогенные испытания, сертификация |
* Цены указаны ориентировочно по состоянию на март-апрель 2026 года для единичных закупок. При оптовых заказах возможны скидки до 20-30%.
Интересная тенденция 2026 года — рост популярности онлайн-площадок для закупки промышленного оборудования. Маркетплейсы типа Ozon и специализированные промышленные порталы начинают активно работать в сегменте B2B, предлагая прозрачное ценообразование и быстрые сроки доставки малых партий. Это позволяет малым предприятиям покупать качественные корпуса задвижек без посреднических наценок, характерных для традиционных дилерских сетей.
Региональная специфика и логистика: вызовы российской географии
Россия — страна с уникальными логистическими вызовами. Доставка тяжелого промышленного оборудования, такого как задвижки крупных диаметров, в удаленные регионы может составлять до 40-50% от конечной стоимости изделия. Поэтому выбор поставщика часто диктуется не только ценой товара, но и его географической близостью к объекту эксплуатации.
Для проектов в Западной Сибири и на Урале оптимальным выбором становятся заводы Челябинской, Свердловской и Тюменской областей. Эти предприятия исторически специализируются на нефтегазовой арматуре и имеют отлаженные маршруты доставки до месторождений. Продукция этих регионов часто уже адаптирована к холодам и имеет все необходимые сертификаты для работы в северных широтах.
Для Дальнего Востока ситуация сложнее. Логистика из европейской части страны крайне дорога и длительна. Здесь на первый план выходят поставщики из Китая, работающие через пограничные переходы в Приморье и Амурской области, а также местные сборочные производства, использующие импортные комплектующие или отливки. Однако при работе с азиатскими поставщиками критически важно проверять соответствие их продукции российским ГОСТ. Китайские стандарты (GB) часто отличаются методами испытаний и требованиями к материалам, что может привести к несоответствию при приемке надзорными органами.
Отдельного внимания заслуживает вопрос складского хранения. Корпус задвижки, особенно стальной, подвержен коррозии при неправильном хранении. Покупая арматуру «впрок», необходимо убедиться, что консервационная смазка нанесена качественно, а упаковка обеспечивает защиту от влаги. В условиях высокой влажности портовых городов или болотистых местностей это становится вопросом выживания металла.
Советы по логистике и приемке:
- Требуйте от поставщика фотоотчет упаковки перед отгрузкой.
- При доставке ж/д транспортом проверяйте целостность пломб и отсутствие следов ударов на ящиках.
- Входной контроль обязателен: сверьте маркировку на корпусе с данными в паспорте изделия сразу по прибытии груза.
- Для северных регионов уточняйте наличие «северного исполнения» в договоре, включая морозостойкость уплотнений и смазки.
Практическое руководство по выбору: чек-лист для инженера
Как не ошибиться при выборе и купить именно тот корпус задвижки, который прослужит десятилетия? Опытные специалисты рекомендуют следовать алгоритму, исключающему эмоциональные решения и опирающемуся исключительно на технические факты.
Шаг первый: определение условий эксплуатации. Четко сформулируйте задачу: какая среда будет транспортироваться (вода, нефть, газ, кислота)? Каковы максимальные давление и температура? Есть ли риск гидроударов? От этих ответов зависит выбор материала и класса прочности. Не пытайтесь сэкономить, ставя чугунную задвижку там, где требуется сталь, даже если разница в цене кажется существенной.
Шаг второй: проверка документации. Запросите у продавца полный пакет документов: паспорт качества, сертификат соответствия ГОСТ, протоколы заводских испытаний. Обратите внимание на дату выдачи сертификата и лабораторию, проводившую испытания. Наличие печати аккредитованной лаборатории — знак доверия.
Шаг третий: визуальный осмотр и замер. Даже без сложного оборудования можно многое сказать о качестве. Осмотрите поверхность отливки: она должна быть ровной, без раковин и трещин. Проверьте резьбу шпинделя и состояние уплотнительных поверхностей. Измерьте толщину стенок корпуса в нескольких точках ультразвуковым толщиномером — это простой способ выявить скрытый брак или намеренное занижение массы изделия производителем.
Шаг четвертый: репутация производителя. В эпоху цифровизации информация о недобросовестных заводах распространяется быстро. Изучите отзывы на профессиональных форумах, поищите информацию об участии производителя в крупных госзаказах. Заводы, поставляющие продукцию для «Газпрома» или «Транснефти», как правило, проходят жесткий аудит и являются надежными партнерами.
Будущее запорной арматуры: тренды и инновации
Рынок не стоит на месте. В ближайшие годы мы станем свидетелями внедрения новых технологий в производство корпусов задвижек. Одним из главных трендов становится аддитивное производство (3D-печать металлом). Хотя сегодня оно используется преимущественно для создания прототипов и сложных внутренних каналов, в будущем возможно изготовление цельных корпусов сложной геометрии, недоступной для традиционного литья. Это позволит снизить вес арматуры и улучшить ее гидравлические характеристики.
Другой важный вектор развития — «умная» арматура. Корпуса задвижек начнут оснащаться встроенными датчиками давления, температуры и вибрации еще на этапе литья. Это позволит осуществлять предиктивную диагностику состояния трубопровода в режиме реального времени, предотвращая аварии до их возникновения. Интеграция таких систем в единую сеть промышленного интернета вещей (IIoT) станет стандартом для модернизируемых производств.
Также ожидается усиление роли композитных материалов. Полимерные корпуса, армированные стекловолокном, уже находят применение в агрессивных химических средах, где металл быстро корродирует. Развитие этого направления может привести к созданию гибридных конструкций, сочетающих прочность стали и химическую стойкость полимеров.
Выбор корпуса задвижки в 2026 году — это стратегическое решение, влияющее на безопасность и эффективность предприятия на годы вперед. Рынок предлагает широкий спектр решений, от бюджетных вариантов до высокотехнологичных изделий. Главное — подходить к выбору осознанно, опираясь на знания стандартов, понимание физики процессов и трезвый расчет. Помните: скупой платит дважды, а в промышленности цена ошибки может быть неизмеримо выше стоимости самой детали.
Часто задаваемые вопросы (FAQ)
Вопрос: Можно ли использовать задвижку с корпусом из серого чугуна для горячей воды в системе отопления?
Ответ: Да, можно, но с ограничениями. Серый чугун (СЧ20) допускается для работы с водой и паром при температурах до +225°C и давлении до 1.6 МПа согласно ГОСТ. Однако для температур выше +150°C рекомендуется использовать высокопрочный чугун (ВЧ) или сталь, так как серый чугун становится более хрупким при длительном термическом воздействии.
Вопрос: Чем отличается корпус задвижки «северного исполнения» от обычного?
Ответ: Основное отличие заключается в марке используемой стали. Для северного исполнения применяются стали с гарантированной ударной вязкостью при температурах до -60°C и ниже (например, 09Г2С). Также проходит обязательные климатические испытания вся партия продукции. Обычная углеродистая сталь при экстремально низких температурах может стать хрупкой и разрушиться под нагрузкой.
Вопрос: Как часто нужно проводить переосвидетельствование задвижек?
Ответ: Согласно правилам промышленной безопасности, срок службы арматуры определяется проектной документацией и обычно составляет 15-20 лет. Однако техническое диагностирование должно проводиться регулярно (обычно раз в 3-5 лет) специализированными организациями для оценки остаточного ресурса, особенно на опасных производственных объектах.
Вопрос: Где лучше покупать корпус задвижки: у завода-производителя или у дилера?
Ответ: Для крупных партий и нестандартных изделий выгоднее и надежнее работать напрямую с заводом-производителем — это гарантирует лучшую цену и контроль качества. Для срочных закупок малых партий или наличия на складе удобнее работать с официальными дилерами, которые обеспечивают быструю логистику, хотя цена будет выше на 15-25%.