










В условиях стремительной модернизации российской промышленности 2026 года вопрос надежности трубопроводной арматуры вышел на первый план. Когда речь заходит о транспортировке перегретого пара под высоким давлением, цена ошибки измеряется не только финансовыми потерями, но и безопасностью персонала. Ключевым элементом любой паровой магистрали становится паровая задвижка — устройство, которое часто воспринимают как простую «затычку», но которое на деле является сложнейшим инженерным узлом. В этом материале мы разберем, как выбрать оптимальное решение в текущих рыночных реалиях, какие ГОСТы действительно работают, и почему данные с датчиков температуры стали важнее бренда производителя.
«Выбор задвижки для пара в 2026 году — это не поиск каталога, а расчет термодинамических рисков. Ошибка в подборе материала уплотнения может привести к гидроудару уже через месяц эксплуатации», — отмечают ведущие инженеры проектных институтов Москвы и Екатеринбурга.
Трансформация рынка трубопроводной арматуры в 2026 году
Российский рынок промышленной арматуры пережил тектонические сдвиги за последние три года. Если в начале десятилетия доминировали европейские бренды с их сертифицированными цепочками поставок, то к весне 2026 года ландшафт изменился кардинально. Импортозамещение перешло из стадии лозунгов в фазу жесткой технической необходимости. Производители внутри страны научились работать со сложными сплавами, ранее доступными лишь ограниченному кругу зарубежных заводов.
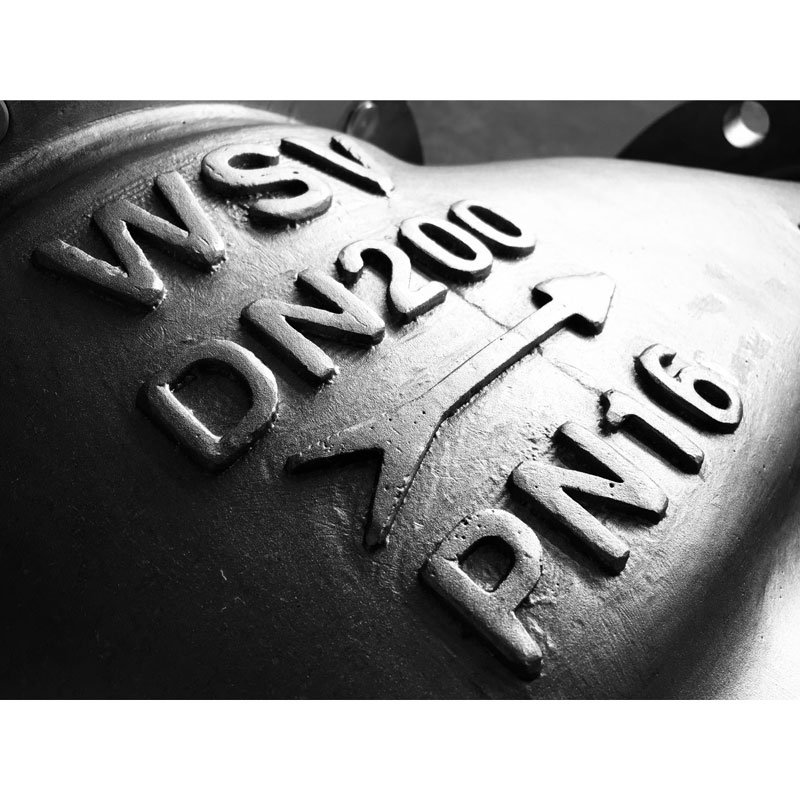
Сегодня паровая задвижка российского производства — это не вынужденная мера, а зачастую более адаптивное решение для местных климатических условий. Особенно это актуально для регионов Сибири и Дальнего Востока, где перепады температур от -50°C до +400°C (температура пара) создают экстремальные нагрузки на корпус и шток устройства. Статистика показывает, что в первом квартале 2026 года объем выпуска запорной арматуры для энергетического сектора вырос на 18% по сравнению с аналогичным периодом прошлого года.
Однако рост количества предложений породил новую проблему: информационный шум. Закупщики и главные инженеры сталкиваются с десятками новых названий, за которыми скрываются либо перемаркированный импорт сомнительного происхождения, либо продукция мелких цехов, не обладающая необходимой технологической базой для литья высоколегированных сталей. Критически важно понимать, что для пара, в отличие от воды или нефти, требования к герметичности и жаропрочности многократно выше. Пар обладает высокой проникающей способностью и при утечках вызывает эрозию металла значительно быстрее, чем жидкие среды.
В этом контексте особое внимание привлекают национальные высокотехнологичные предприятия, такие как ООО «Вэйдоули Клапаны». Компания специализируется на разработке и производстве арматуры из специальных материалов, что становится ключевым фактором при работе с агрессивными средами. В портфеле производителя представлены не только традиционные задвижки, но и широкий спектр регулирующих клапанов (линейного перемещения, запорные, разгруженные), а также шаровые краны, включая высокопроизводительные титановые модели, отличающиеся превосходной коррозионной стойкостью. Такой подход позволяет обеспечивать точное управление в различных рабочих условиях химической, металлургической и энергетической отраслей, предлагая решения, изготовленные как по стандартным нормам, так и по индивидуальным требованиям заказчика.
| Сектор экономики | Рост спроса (%) | Ключевой фактор | Преобладающий типоразмер |
|---|---|---|---|
| Теплоэнергетика (ТЭЦ, котельные) | +22% | Модернизация старых сетей | DN 50 – DN 300 |
| Нефтепереработка | +15% | Запуск новых установок крекинга | DN 100 – DN 500 |
| Пищевая промышленность | +8% | Расширение производственных линий | DN 25 – DN 80 |
| Химический синтез | +19% | Импортозамещение реагентов | DN 40 – DN 200 |
Технические требования и стандарты ГОСТ: на что смотреть в первую очередь
При выборе паровой задвижки фундаментальным ориентиром остаются государственные стандарты. Однако слепое следование номеру ГОСТ без понимания его актуальной редакции может привести к закупке морально устаревшего оборудования. В 2026 году действует ряд обновленных нормативов, учитывающих современные материалы и методы контроля качества.
Основным документом, регламентирующим общие технические условия для стальных задвижек, остается ГОСТ 5762-2023 (актуализированная версия). Он устанавливает жесткие требования к корпусным деталям, особенно для арматуры, работающей при температурах выше 425°C. Для таких условий обычная углеродистая сталь 20Л или 25Л уже не подходит — требуется применение легированных сталей марок 15Х1М1ФЛ или 12Х18Н9ТЛ, способных сохранять прочность при длительном воздействии высоких температур.
Отдельного внимания заслуживает ГОСТ Р 53402-2025, который ввел новые классы герметичности для паровой арматуры. Если раньше допускались микроподтекания через сальниковое уплотнение, то современные нормы требуют полной герметичности в закрытом состоянии даже после тысяч циклов открытия/закрытия. Это стало возможным благодаря внедрению графитовых набивок с металлическим армированием и использованию сильфонных узлов, исключающих контакт штока с внешней средой.
Важным аспектом является давление. Для паровых систем чаще всего используются задвижки на условное давление Ру16, Ру25, Ру40 и Ру63 (или соответствующие им классы давления по американскому стандарту, если речь идет об адаптированных проектах). При выборе необходимо учитывать не только рабочее давление, но и давление пробное (гидравлические испытания), которое обычно в 1.5 раза выше рабочего. Игнорирование этого параметра при приемке товара на складе — частая ошибка, ведущая к авариям при пусконаладочных работах.
«В 2026 году мы наблюдаем сдвиг в сторону “умных” задвижек. Даже в сегменте пара производители начинают интегрировать датчики положения затвора и температуры корпуса, что позволяет предсказывать необходимость обслуживания до возникновения аварийной ситуации», — комментирует главный технолог одного из ведущих заводов Урала.
Конструктивные особенности: клиновые, параллельные и сильфонные решения
Понимание внутренней конструкции — залог правильного выбора. Паровая задвижка может иметь принципиально разные схемы запирающего элемента, каждая из которых диктует свои правила эксплуатации.
Наиболее распространенным типом в энергетике остаются клиновые задвижки. Их принцип действия основан на том, что диск (клин) входит между двумя наклонными седлами, создавая усилие уплотнения за счет механического расклинивания.
- Жесткий клин: Представляет собой монолитную деталь. Прост в изготовлении, но чувствителен к деформациям корпуса при температурных расширениях. Рекомендуется для стабильных режимов работы без резких перепадов температур.
- Двухдисковый клин: Состоит из двух частей, соединенных шарниром. Такая конструкция автоматически подстраивается под геометрию седел, компенсируя термические деформации корпуса. Это идеальный выбор для магистралей с частыми циклами нагрева и остывания.
Второй большой класс — параллельные задвижки. Здесь диски перемещаются параллельно потоку среды, а герметизация обеспечивается либо распорным механизмом, либо давлением самой среды. Они менее склонны к заеданию при загрязнении пара, но требуют более сложного привода для создания необходимого усилия уплотнения.
Особняком стоят сильфонные задвижки. В традиционных моделях основным местом утечки является сальниковый узел вдоль штока. В сильфонных вариантах шток герметизируется металлическим гофрированным элементом (сильфоном), который растягивается и сжимается при движении штока. Для паровых систем это революционное решение, так как оно полностью исключает выброс пара в атмосферу и потерю теплоносителя. Хотя стоимость такой паровой задвижки может быть на 30-40% выше обычной, срок окупаемости за счет экономии энергоносителей и отсутствия простоев на замену набивки составляет менее года.
Сравнительная таблица типов уплотнений для пара
| Тип уплотнения | Макс. температура (°C) | Герметичность | Ресурс (циклов) | Рекомендуемое применение |
|---|---|---|---|---|
| Графитовая набивка | до 550 | Класс А (допустимы микроутечки) | ~5 000 | Бюджетные проекты, низкое давление |
| Сильфонное (нерж. сталь) | до 600 | Класс АА (полная герметичность) | ~10 000 | Энергетика, экологически чистые производства |
| Комбинированное (сальник + сильфон) | до 650 | Класс АА | ~15 000 | Критические узлы, высокое давление |
Материаловедение: борьба с эрозией и коррозией
Пар — агрессивная среда. При высоких скоростях потока он вызывает эрозионный износ уплотнительных поверхностей. Кроме того, наличие даже следов влаги в перегретом паре может спровоцировать коррозионное растрескивание. Поэтому материал исполнения паровой задвижки является критическим параметром. Именно здесь компетенции компаний вроде ООО «Вэйдоули Клапаны», специализирующихся на специальных сплавах и титановых решениях, становятся решающими для долговечности оборудования в экстремальных условиях.
Для температур до 425°C стандартом де-факто стала сталь марки 20ГЛ или 25Л. Она обеспечивает достаточную прочность и свариваемость. Однако при переходе рубежа в 450°C начинается процесс графитизации углеродистых сталей, ведущий к потере прочности. Здесь в игру вступают хромомолибденовые стали (15Х1М1ФЛ). Добавление хрома повышает жаростойкость, молибден увеличивает прочность при ползучести, а ванадий улучшает структуру зерна.
Уплотнительные поверхности — самое слабое место. Напыление твердых сплавов (например, стеллита) на кромки клина и седла стало обязательным требованием для арматуры класса Ру40 и выше. Твердость напыленного слоя должна составлять не менее 35-40 HRC, что предотвращает задиры при частых операциях. В 2026 году российские производители освоили технологии лазерной наплавки, позволяющей создавать износостойкий слой с минимальной зоной термического влияния, что значительно повышает надежность узла по сравнению с традиционной дуговой наплавкой.
Также стоит упомянуть о проблеме межкристаллитной коррозии в нержавеющих сталях. При выборе задвижек из аустенитных сталей (типа 12Х18Н10Т) необходимо удостовериться, что производитель провел стабилизирующий отжиг после сварки. Без этой процедуры зона сварного шва становится уязвимой для разрушения под воздействием пара.
Ценообразование и экономика владения в 2026 году
Рынок диктует новые правила ценообразования. Стоимость паровой задвижки сегодня формируется не только из стоимости металла (который подорожал вслед за энергоносителями), но и из затрат на контроль качества, сертификацию и логистику. В среднем, цены на серийную арматуру диаметром от DN50 до DN200 выросли на 12-15% по сравнению с концом 2025 года.
Однако смотреть только на цену покупки — стратегическая ошибка. Концепция TCO (Total Cost of Ownership), или совокупной стоимости владения, становится стандартом для крупных закупок. Дешевая задвижка может потребовать замены сальника каждые полгода, остановки линии для ремонта и потери продукта из-за утечек. Дорогая, но качественная модель с сильфонным уплотнением и напылением из твердого сплава может служить 10-15 лет без вмешательства человека.
Примерный диапазон цен на российском рынке (весна 2026):
- Задвижка клиновая Ру16, Ду50 (сталь 20Л): 18 000 – 25 000 руб.
- Задвижка клиновая Ру25, Ду100 (сталь 20ГЛ, наплавка): 45 000 – 60 000 руб.
- Задвижка сильфонная Ру40, Ду80 (сталь 15Х1М1ФЛ): 90 000 – 120 000 руб.
- Задвижка специального исполнения (криогенная/высокотемпературная): от 150 000 руб. и выше.
Важно отметить, что цены могут существенно варьироваться в зависимости от региона доставки и объема партии. Логистика в удаленные районы Крайнего Севера может добавить до 20% к конечной стоимости изделия.
«Экономия 5 тысяч рублей при покупке задвижки для паропровода высокого давления — это ложная экономия. Стоимость часа простоя турбины или технологической линии исчисляется сотнями тысяч рублей. Риск несоответствия материала недопустим», — предупреждают эксперты отрасли.
Локализация и адаптация к российским условиям
Российский климат предъявляет уникальные требования к промышленному оборудованию. Паровая задвижка, установленная на улице в Якутии или на Ямале, должна выдерживать не только внутреннее давление и температуру пара, но и внешние морозы до -60°C.
Проблема заключается в разнице температур: внутри корпуса +400°C, снаружи -50°C. Такой градиент создает колоссальные термические напряжения в металле. Производители, работающие на российский рынок, обязаны предусматривать специальные исполнения:
- Утепленные кожухи: Для предотвращения замерзания конденсата в верхней части задвижки и защиты обслуживающего персонала от ожогов.
- Морозостойкие материалы: Использование сталей с гарантированной ударной вязкостью при низких температурах (испытания Керпи при -60°C).
- Специальные смазки: Резьбовые пары и подшипники скольжения должны смазываться составами, не теряющими свойств на морозе, иначе задвижку просто заклинит при попытке открытия.
Кроме того, важна доступность сервиса. В 2026 году лидирующие российские производители расширили сеть сервисных центров, предлагая выездные бригады для ревизии и ремонта арматуры непосредственно на объекте заказчика. Это критически важно для непрерывных производств, где демонтаж и отправка задвижки на завод невозможны. Наличие складов запасных частей (комплекты прокладок, сильфонов, шпинделей) в регионах присутствия становится конкурентным преимуществом №1.
Покупая продукцию на российских маркетплейсах промышленного назначения или через специализированные дилерские сети, стоит обращать внимание на наличие паспорта изделия с печатями ОТК и протоколов испытаний. Подделки под известные бренды встречаются реже, чем откровенный «гаражный» товар без документации, но бдительность терять нельзя. Проверка сертификата соответствия ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением» является обязательным шагом перед оплатой счета.
Практическое руководство по выбору и монтажу
Как же сделать правильный выбор? Алгоритм действий для инженера или закупщика в 2026 году выглядит следующим образом:
- Аудит параметров среды: Четко определите максимальную температуру и давление, а также возможные скачки (гидроудары). Не берите запас «на глаз», используйте расчетные данные проекта.
- Выбор типа присоединения: Фланцевое соединение удобно для монтажа и демонтажа, но требует контроля затяжки болтов. Приварное соединение надежнее и герметичнее, но усложняет замену. Для пара высокого давления (свыше 40 бар) часто рекомендуют именно приварной вариант.
- Анализ материала: Сверьте марку стали в паспорте с требованиями ГОСТ для ваших температур. Требуйте сертификат качества на плавку металла.
- Проверка комплектации: Убедитесь, что задвижка поставляется с паспортной табличкой, инструкцией по монтажу и эксплуатацией на русском языке. Отсутствие маркировки направления потока — красный флаг.
- Планирование монтажа: Задвижку нельзя использовать для дросселирования (частичного открытия) для регулирования расхода пара. Это приведет к быстрому разрушению уплотнительных кромок вибрацией и кавитацией. Задвижка должна работать только в положениях «полностью открыто» или «полностью закрыто». Для регулирования используйте клапаны.
При монтаже обязательно проводите предварительную продувку трубопровода перед установкой задвижки, чтобы удалить окалину и сварочный грэт, которые могут повредить зеркало уплотнения при первом закрытии. Установка задвижки штоком вверх предпочтительна для предотвращения накопления конденсата в сальниковой камере, хотя современные конструкции допускают и горизонтальное расположение при условии наличия дренажных отверстий.
Перспективы развития и цифровизация
Будущее паровых задвижек неразрывно связано с цифровизацией промышленных предприятий. Тренд 2026 года — интеграция арматуры в единую систему диспетчеризации (АСУ ТП). Электроприводы с интеллектуальными блоками управления позволяют не только открывать и закрывать задвижку по сигналу, но и передавать данные о крутящем моменте, количестве циклов и температуре корпуса в центральный контроллер.
Это позволяет реализовать предиктивную аналитику: система заранее предупредит оператора о том, что момент открытия вырос (возможно, из-за загрязнения или деформации), и запланирует обслуживание до того, как произойдет авария. Российские разработчики приводов активно внедряют собственные протоколы связи, независимые от западных экосистем, что гарантирует долгосрочную поддержку оборудования.
Кроме того, развиваются технологии аддитивного производства (3D-печати) для создания сложных внутренних каналов и деталей из жаропрочных сплавов, что в перспективе снизит стоимость изготовления уникальных узлов и сократит сроки поставки нестандартной арматуры с месяцев до недель.
Часто задаваемые вопросы (FAQ)
Можно ли использовать водяную задвижку для пара?
Категорически нет. Материалы уплотнений и конструктивные допуски задвижек для воды не рассчитаны на высокие температуры пара. Это приведет к мгновенному разрушению сальника, деформации клина и потенциальному выбросу раскаленного пара, что опасно для жизни.
Какой срок службы у современной российской паровой задвижки?
При соблюдении условий эксплуатации и регулярном ТО срок службы качественной задвижки из легированной стали составляет не менее 15-20 лет. Сильфонные узлы обычно рассчитаны на 3000-5000 циклов полного хода, после чего возможна их замена без демонтажа всего корпуса.
Нужен ли байпас (обводная линия) для больших диаметров?
Для задвижек диаметром от Ду300 и выше, работающих под высоким давлением, установка байпаса с меньшим вентилем крайне желательна. Он позволяет уравнять давление по обе стороны основного затвора перед открытием, снижая усилие на приводе и предотвращая гидроудары.
Как проверить качество задвижки при приемке?
Требуйте предоставления паспорта изделия с указанием номера плавки металла, протоколов гидравлических испытаний и сертификата соответствия ТР ТС. Визуально проверьте отсутствие трещин в отливке, качество окраски и четкость маркировки на корпусе. Наличие бирки с датой выпуска обязательно.
Заключение
Выбор паровой задвижки в 2026 году — это задача, требующая комплексного подхода, глубокого понимания физики процессов и знания современного состояния российской промышленности. Рынок предлагает широкий спектр решений от таких игроков, как ООО «Вэйдоули Клапаны», способных заменить ушедшие западные бренды, а зачастую и превзойти их в адаптивности к суровым условиям эксплуатации благодаря использованию специальных сплавов и индивидуальному подходу. Главное — не гнаться за низкой начальной ценой, а инвестировать в надежность, подтвержденную сертификатами и реальными тестами. Правильно подобранная арматура станет гарантом бесперебойной работы вашего предприятия на долгие годы, обеспечивая безопасность и энергоэффективность технологических процессов.
Источники информации и нормативная база:
- ГОСТ 5762-2023. Арматура трубопроводная промышленная. Общие технические условия.
- ТР ТС 032/2013. Технический регламент Таможенного союза «О безопасности оборудования, работающего под избыточным давлением».
- Министерство промышленности и торговли РФ: Отчеты о развитии машиностроения 2025-2026.
- EnergyLand.info: Аналитика рынка трубопроводной арматуры.
- Хабр: Обсуждение проблем импортозамещения в сфере КИПиА и арматуры.