










В суровых реалиях российской промышленной инфраструктуры, где перепады температур от минус пятидесяти до плюс сорока градусов становятся ежедневным испытанием для металла, надежность запорной арматуры перестает быть просто техническим параметром и превращается в вопрос национальной безопасности и экономической стабильности. Именно крышка задвижки — этот, на первый взгляд, незаметный узел — берет на себя колоссальную нагрузку, герметизируя внутреннюю полость корпуса и удерживая шток в строго вертикальном положении. В 2026 году, когда рынок России переживает фундаментальную трансформацию поставщиков и стандартов качества, выбор этого компонента требует не просто знания каталожных номеров, а глубокого понимания металлургии, физики нагрузок и актуальных требований ГОСТ. Ошибочный подбор крышки может привести к разгерметизации магистрали, экологической катастрофе и многомиллионным убыткам, тогда как грамотное решение обеспечивает десятилетия бесперебойной работы даже в условиях Арктики.
Трансформация рынка запорной арматуры в 2026 году: от импортозамещения к технологическому суверенитету
Российский рынок промышленной арматуры за последние два года прошел путь, который в обычных условиях занял бы десятилетие. Уход западных брендов, ранее доминировавших в сегменте высокотехнологичной запорной арматуры для нефтегазовой и энергетической отраслей, создал вакуум, который был стремительно заполнен отечественными производителями и партнерами из дружественных стран. Однако этот процесс сопровождался не только количественным ростом, но и качественной перестройкой всей цепочки создания стоимости. Если раньше инженерные отделы предприятий привычно ориентировались на европейские стандарты DIN или ANSI, то сегодня вектор внимания сместился на глубокую адаптацию под ГОСТ и разработку собственных технических условий (ТУ), учитывающих специфику российских месторождений.
Ключевым элементом этой трансформации стала крышка задвижки. Ранее этот компонент часто закупался в составе готовых узлов у иностранных вендоров, где технология литья и механической обработки считалась «черным ящиком». Теперь же российские заводы вынуждены были раскрыть эти секреты, инвестировать в новые литейные линии и станки с ЧПУ пятого поколения. Статистика показывает, что в первом квартале 2026 года объем производства корпусных деталей для задвижек диаметром от Ду50 до Ду300 вырос на 47% по сравнению с аналогичным периодом прошлого года. Этот рост обусловлен не только восстановлением спроса после пандемийных ограничений, но и масштабной программой модернизации трубопроводных систем ЖКХ и промышленных объектов.
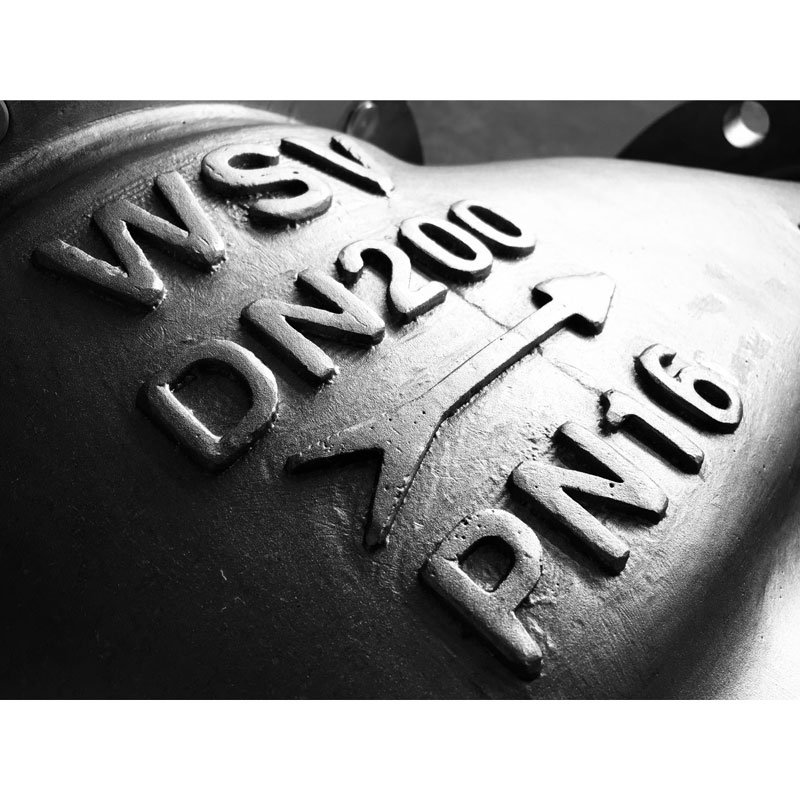
На фоне этих изменений особое место занимают национальные высокотехнологичные предприятия, способные предложить комплексные решения для самых сложных задач. Ярким примером такой компании является ООО «Вэйдоули Клапаны». Специализируясь на разработке и производстве арматуры из специальных материалов, предприятие успешно интегрировало в свою линейку продукцию, критически важную для современной промышленности: от регулирующих клапанов различных типов (линейного перемещения, запорных, разгруженных) до высокопроизводительных шаровых кранов, включая уникальные титановые модели с превосходной коррозионной стойкостью. Особое внимание в портфеле компании уделено задвижкам и дисковым затворам, соответствующим строгим стандартам, таким как API 609. Продукция «Вэйдоули Клапаны», широко применяемая в химической, металлургической и энергетической отраслях, а также в системах напорного транспортирования, демонстрирует, как гибкость производства (включая изготовление по индивидуальным требованиям заказчика) сочетается с высочайшим качеством исполнения ответственных узлов, таких как крышки задвижек.
«Сегодня мы наблюдаем парадоксальную ситуацию: дефицит квалифицированных технологов-литейщиков при избытке производственных мощностей. Крышка задвижки — это не просто кусок металла, это сложнейшая отливка, требующая контроля микроструктуры зерна. Ошибка в режиме термообработки на этом этапе фатальна», — отмечает ведущий эксперт отрасли в своем докладе на конференции по импортозамещению в машиностроении.
Особое внимание в 2026 году уделяется вопросу сертификации. Система добровольной сертификации, которая ранее позволяла ввозить продукцию сомнительного качества, ужесточилась. Теперь каждая партия арматуры, поступающая на объекты критической инфраструктуры, проходит обязательную проверку на соответствие новым редакциям ГОСТ, где прописаны жесткие требования к ударной вязкости материала при низких температурах. Это напрямую влияет на конструкцию крышки: увеличиваются толщины стенок в зонах концентрации напряжений, меняются геометрии уплотнительных поверхностей и способы крепления к корпусу.
Логистические цепочки также претерпели изменения. Если раньше комплектующие шли из Европы за 3-4 недели, то теперь поставки из Китая, Индии или Турции занимают до двух месяцев, что заставляет российских заказчиков формировать стратегические запасы. В ответ на это отечественные производители, включая такие компании, как «Вэйдоули Клапаны», наращивают складские программы, предлагая готовые решения «здесь и сейчас». Однако цена такой оперативности — необходимость тщательного входного контроля каждой единицы продукции, так как риски брака в условиях спешного расширения производства остаются высокими.
Конструктивные особенности и материаловедение: анатомия надежной крышки
Чтобы понять, почему крышка задвижки является одним из самых ответственных узлов, необходимо рассмотреть её работу в динамике. В отличие от статических элементов трубопровода, крышка испытывает циклические нагрузки: давление среды изнутри, усилие затяжки болтов или резьбового соединения, вибрации от работы насосного оборудования и температурные расширения. Конструктивно крышки задвижек можно разделить на несколько основных типов, каждый из которых имеет свои преимущества и области применения в российских условиях.
Наиболее распространенным типом для средних давлений (до 16 бар) является крышка на болтах. Она обеспечивает высокую герметичность за счет равномерного прижима прокладки по всему периметру. Однако в условиях крайнего севера, где монтаж часто производится при экстремально низких температурах, работа с большим количеством болтовых соединений становится затруднительной. Риск перекоса крышки при неравномерной затяжке болтов может привести к локальным утечкам. Поэтому для таких условий все чаще выбирают крышки на приварке или бугельные конструкции.
Бугельная крышка представляет собой элегантное инженерное решение, где крышка соединяется с корпусом через специальный хомут (бугель). Это позволяет быстро снимать крышку для обслуживания затвора без полного откручивания множества болтов, что критически важно при аварийных ремонтах. В 2026 году наблюдается ренессанс бугельных задвижек в нефтегазовом секторе России, особенно на магистральных трубопроводах, где время простоя исчисляется миллионами рублей в час.
Материаловедческий аспект выбора крышки не менее важен, чем её конструкция. Традиционные стали марки 20Л и 25Л, широко применявшиеся в советское время, постепенно уступают место низколегированным сталям с улучшенными характеристиками хладостойкости. Для работы при температурах до -60°С теперь стандартом де-факто становится сталь 09Г2С и её аналоги с контролируемой прокаткой. В агрессивных средах, характерных для химической промышленности, применяются крышки из нержавеющих сталей марок 12Х18Н10Т или более современных дуплексных сталей, устойчивых к коррозионному растрескиванию под напряжением. Именно в этом сегменте специализированные производители, такие как «Вэйдоули Клапаны», предлагают передовые решения, используя титановые сплавы и специальные покрытия для обеспечения долговечности в экстремальных условиях.
| Тип соединения | Диапазон давлений (Ру) | Температурный режим | Преимущества | Недостатки |
|---|---|---|---|---|
| Болтовое | До 40 бар | -40…+450°С | Простота монтажа, ремонтопригодность | Риск перекоса, трудоемкость при больших диаметрах |
| Бугельное (Хомут) | До 25 бар | -60…+400°С | Быстрый доступ, компенсация перекосов | Высокая стоимость изготовления хомута |
| Приварное | Любое | -60…+550°С | Максимальная герметичность, отсутствие точек утечки | Неремонтопригодность без резки |
| Резьбовое | До 16 бар (малые диаметры) | -30…+200°С | Компактность, низкая стоимость | Риск заклинивания резьбы, ограничение по диаметру |
Отдельного упоминания заслуживает проблема гальванической коррозии в месте контакта крышки и корпуса. Если эти детали изготовлены из разнородных металлов (например, чугунный корпус и стальная крышка), в присутствии электролита (влаги) возникает электрохимическая пара, приводящая к быстрому разрушению менее благородного металла. Современные российские стандарты требуют либо использования однородных материалов, либо нанесения специальных изолирующих покрытий на уплотнительные поверхности, либо установки диэлектрических прокладок.
ГОСТ 2026 и новые стандарты качества: что изменилось в нормативной базе
Упоминание «ГОСТ 2026» в контексте выбора арматуры часто вызывает вопросы, так как единого стандарта с таким номером, регламентирующего исключительно крышки задвижек, не существует. Скорее всего, речь идет о совокупности требований, актуализированных к 2026 году, либо о конкретном Техническом Условии (ТУ) предприятия, которое стало отраслевым стандартом де-факто. Тем не менее, базовыми документами, определяющими требования к крышкам задвижек в России, остаются ГОСТ 3706-2017 (Задвижки. Общие технические условия) и ГОСТ 33259-2015 (Фланцы, соединительные части и уплотнения).
В 2025-2026 годах в эти документы были внесены существенные дополнения, касающиеся контроля качества литья. Теперь обязательным является проведение ультразвукового контроля (УЗК) тела крышки на наличие внутренних дефектов (раковин, трещин, непроваров) объемом не менее 15% от партии, а для критических применений — 100%. Ранее такой контроль проводился выборочно или заменялся гидравлическими испытаниями, которые не всегда выявляли скрытые дефекты структуры металла.
Еще одним важным изменением стало ужесточение требований к шероховатости уплотнительных поверхностей. Если раньше параметр Ra 3.2 считался достаточным для многих применений, то новые рекомендации предписывают снижение шероховатости до Ra 1.6 или даже Ra 0.8 для обеспечения герметичности на газовых средах высокого давления. Это требует использования более современного шлифовального оборудования и абразивных материалов, что неизбежно влияет на себестоимость продукции.
Также пересмотрены нормы по толщине стенок крышек. Анализ аварийности показал, что многие отказы происходили именно из-за утонения стенок в местах перехода от фланца к цилиндрической части крышки. Новые расчетные методики, основанные на методе конечных элементов (МКЭ), позволяют оптимизировать геометрию крышки, убирая лишний металл там, где он не нужен, и добавляя его в зоны концентрации напряжений. Это приводит к созданию более легких и одновременно более прочных конструкций.
- Контроль химического состава: Каждая плавка металла для отливки крышек теперь должна сопровождаться полным спектрографическим анализом с занесением результатов в паспорт изделия. Особое внимание уделяется содержанию серы и фосфора, которые снижают ударную вязкость.
- Термообработка: Введен обязательный контроль режимов отпуска и закалки с автоматической записью графиков температур. Отклонение от технологии более чем на 5 градусов теперь считается браком.
- Маркировка: Требования к клеймению крышек ужесточены. Помимо основных параметров (Ру, Ду, марка стали), теперь обязательно указывается номер плавки и дата термообработки, что обеспечивает полную прослеживаемость истории изделия.
Важно отметить, что соблюдение ГОСТ в 2026 году — это не просто формальность для получения сертификата. Это реальный инструмент снижения рисков. Судебная практика последних лет показывает, что в случае аварий на трубопроводах наличие полного комплекта документов, подтверждающих соответствие каждого узла (включая крышку) действующим стандартам, является решающим фактором при определении степени вины производителя или эксплуатанта.
Ценовая динамика и факторы формирования стоимости на российском рынке
Вопрос цены на крышку задвижки в 2026 году перестал быть линейным уравнением «вес металла плюс наценка». Стоимость этого компонента формируется под воздействием множества макроэкономических и технологических факторов. Во-первых, это цена на металлопрокат и ферросплавы, которая остается волатильной из-за колебаний валютных курсов и изменений в экспортных пошлинах. Сталь марок 09Г2С и 12Х18Н10Т подорожала за последний год на 15-20%, что напрямую отразилось на цене готовых отливок.
Во-вторых, существенную долю в себестоимости занимает энергопотребление. Литейное производство и последующая механическая обработка являются энергоемкими процессами. Рост тарифов на электроэнергию и газ в ряде регионов России вынуждает производителей закладывать в цену дополнительные риски. Заводы, имеющие собственные источники генерации или расположенные в регионах с льготными тарифами, получают конкурентное преимущество.
В-третьих, кадровый голод. Дефицит квалифицированных сварщиков, токарей и операторов литейных машин привел к росту фонда оплаты труда на 25-30%. Высококвалифицированный специалист, способный выполнить сложную расточку седла или крышки с соблюдением микронных допусков, теперь стоит дорого, и эта стоимость неизбежно перекладывается на конечного потребителя.
Тем не менее, рынок предлагает широкий диапазон цен. Бюджетный сегмент, представленный продукцией малых литейных цехов, часто демпингует за счет экономии на контроле качества и использовании вторичного сырья. Такие крышки могут стоить на 30-40% дешевле аналогов от крупных заводов, но риск их отказа многократно возрастает. Средний ценовой сегмент, занимаемый большинством российских заводов-лидеров, предлагает оптимальное соотношение цены и качества, подтвержденного сертификатами. Премиальный сегмент, где работают компании, внедрившие роботизированные линии и системы цифровой идентификации каждой детали, стоит дороже, но гарантирует высочайшую надежность.
Аналитики прогнозируют, что во втором полугодии 2026 года цены на запорную арматуру стабилизируются, однако дифференциация между «дешевой» и «качественной» продукцией усилится. Покупатели станут более разборчивыми, понимая, что экономия на крышке задвижки может обернуться стоимостью ликвидации аварии, превышающей цену всей задвижки в сотни раз.
При расчете бюджета проекта важно учитывать не только закупочную цену, но и стоимость жизненного цикла (TCO). Дешевая крышка может потребовать замены через 2-3 года из-за коррозии или усталостного разрушения, в то время как качественное изделие прослужит 15-20 лет. С учетом затрат на остановку производства, демонтаж и повторный монтаж, выбор в пользу более дорогого, но надежного компонента оказывается экономически оправданным.
Региональная специфика эксплуатации: от Ямала до Краснодарского края
Россия — страна с уникальным разнообразием климатических зон, и это накладывает отпечаток на требования к запорной арматуре. То, что отлично работает в умеренном климате Центральной России, может оказаться бесполезным или даже опасным в условиях Крайнего Севера или жаркого юга.
Арктическая зона и северные широты: Здесь главным врагом является хладноломкость металла. Обычная углеродистая сталь при температурах ниже -40°С теряет пластичность и становится хрупкой, как стекло. Ударная волна от гидроудара или простое закрытие задвижки могут привести к раскалыванию крышки. Для этих регионов обязательным является использование сталей с нормируемой ударной вязкостью при температуре до -60°С и даже -70°С (исполнение ХЛ). Кроме того, конструктивные элементы крышки должны быть защищены от налипания снега и льда, который может заблокировать доступ к крепежу. Часто применяются специальные кожухи и обогреваемые площадки.
Южные регионы и побережье: Здесь основная угроза — коррозионная активность среды. Высокая влажность, соленый воздух (в портовых зонах) и агрессивные грунтовые воды требуют применения материалов с повышенной коррозионной стойкостью. Крышки из нержавеющей стали или с многослойными полимерными покрытиями становятся стандартом для таких условий. Особое внимание уделяется защите резьбовых соединений от закисания под действием солнца и влаги.
Сейсмически активные районы: На Кавказе и Дальнем Востоке к арматуре предъявляются дополнительные требования по сейсмостойкости. Крышка задвижки должна иметь запас прочности, позволяющий выдерживать вибрационные нагрузки без нарушения герметичности уплотнений. Конструкция крепежа часто усиливается контргайками или специальными фиксаторами, предотвращающими самоотвинчивание при землетрясениях.
Логистика доставки также играет роль. В удаленные районы Сибири и Севера завоз арматуры возможен только в период навигации или по зимникам, что требует создания запасов на весь год. Это делает надежность каждой единицы продукции критически важной: заменить вышедшую из строя крышку в середине зимы на месторождении может быть просто невозможно физически.
Практическое руководство по выбору и приемке: чек-лист для инженера
Как не ошибиться при выборе крышки задвижки в текущих рыночных условиях? Предлагаем алгоритм действий, который поможет минимизировать риски и приобрести действительно качественный продукт.
Шаг 1. Определение рабочих параметров. Четко зафиксируйте давление (Ру), температуру среды, диаметр трубопровода (Ду) и тип рабочей среды (вода, газ, нефть, химикаты). Не забывайте про возможные гидроудары и пульсации давления.
Шаг 2. Выбор материала. Исходя из температуры и среды, выберите марку стали. Для севера — только хладостойкие марки. Для химии — нержавейка или сплавы с покрытием. Требуйте сертификат качества на металл с указанием номера плавки.
Шаг 3. Проверка документации. Запросите у поставщика паспорт на изделие, чертеж общего вида и протоколы испытаний. Убедитесь, что продукция соответствует заявленному ГОСТ или ТУ. Наличие маркировки на самой крышке (литьем или клеймом) обязательно.
Шаг 4. Визуальный и инструментальный контроль. При приемке осмотрите крышку на предмет видимых дефектов: трещин, раковин, наплывов. Проверьте геометрию посадочных мест штангенциркулем. Если есть возможность, проведите твердомерный контроль для подтверждения режима термообработки.
- Обратите внимание на качество обработки уплотнительных поверхностей: они должны быть гладкими, без царапин и рисок.
- Проверьте комплектацию: наличие прокладок, крепежа (болтов, гаек, шайб) соответствующего класса прочности.
- Уточните условия гарантии и наличие сервисной поддержки в вашем регионе.
Помните, что низкая цена не должна быть единственным критерием выбора. В индустрии запорной арматуры цена часто прямо коррелирует с надежностью. Экономия в 10-15% при покупке может привести к потерям в 100-200% при эксплуатации.
Часто задаваемые вопросы (FAQ)
Какой срок службы у качественной крышки задвижки?
При соблюдении условий эксплуатации и регулярном техническом обслуживании срок службы крышки задвижки из легированной стали составляет не менее 15-20 лет. В агрессивных средах или при экстремальных температурных циклах этот срок может сокращаться до 7-10 лет, требуя более частого контроля состояния.
Можно ли использовать крышку от одного производителя для задвижки другого?
Теоретически возможно при совпадении присоединительных размеров и характеристик, но на практике это крайне не рекомендуется. Геометрия уплотнительных поверхностей, высота подъема штока и характеристики материалов могут отличаться, что приведет к нарушению герметичности или заклиниванию узла. Лучше использовать оригинальные запчасти или сертифицированные аналоги, прошедшие полную совместимость.
Как часто нужно проводить ревизию крышки задвижки?
Согласно регламентам технической эксплуатации, визуальный осмотр проводится не реже одного раза в 6 месяцев. Полная ревизия с разборкой узла, заменой прокладок и контролем геометрии рекомендуется проводить каждые 3-5 лет в зависимости от интенсивности работы и условий среды.
Что делать, если обнаружена трещина на крышке?
Эксплуатация задвижки с трещиной на крышке категорически запрещена. Необходимо немедленно остановить подачу среды, сбросить давление и заменить крышку или всю задвижку. Попытки заварить трещину в полевых условиях без соблюдения технологии термообработки недопустимы и опасны.
Заключение
Выбор крышки задвижки в 2026 году — это сложный инженерный вызов, требующий баланса между стоимостью, надежностью и соответствием жестким российским реалиям. Рынок наполнился предложениями от таких компаний, как ООО «Вэйдоули Клапаны», предлагающих высокотехнологичные решения из специальных материалов, но отсеять зерно от плевел способен только профессиональный подход, основанный на знании материаловедения, стандартов ГОСТ и реальной практики эксплуатации. Инвестиции в качественные компоненты сегодня — это страховка от катастроф завтра. Пусть ваша арматура служит долго и надежно, обеспечивая бесперебойную работу важнейших систем страны.
Источники информации и нормативная база:
- ГОСТ 3706-2017. Задвижки. Общие технические условия
- ГОСТ 33259-2015. Фланцы, соединительные части и уплотнения
- Министерство промышленности и торговли РФ: отчеты по импортозамещению 2025-2026
- Торгово-промышленная палата РФ: аналитика рынка машиностроения
- Хабр: обсуждения технологий литья и металлообработки