










В суровых условиях российской промышленности, где температуры опускаются ниже минус пятидесяти градусов, а давление в магистральных трубопроводах достигает критических значений, надежность запорной арматуры становится вопросом не просто экономической эффективности, но и экологической безопасности. Пневматическая задвижка сегодня представляет собой высокотехнологичный узел, эволюционировавший от простого механического затвора до интеллектуального элемента автоматизированных систем управления технологическими процессами (АСУ ТП). Выбор такого оборудования требует глубокого понимания не только гидравлических характеристик, но и специфики пневмоприводов, материалов уплотнений и требований актуализированных государственных стандартов. В этом материале мы проведем детальный разбор рынка пневматических задвижек образца 2026 года, проанализируем ценовую динамику в рублях, разберем нюансы ГОСТ и ответим на главные вопросы инженеров и закупщиков: как избежать ошибок при подборе и почему дешевые аналоги часто становятся причиной аварийных остановок производств.
«Надежность промышленной арматуры измеряется не годами гарантии, а количеством циклов срабатывания в экстремальных условиях без потери герметичности». — Из отчета Ассоциации производителей трубопроводной арматуры за 1 квартал 2026 года.
Эволюция и принцип действия: почему пневматика доминирует в РФ
Российский рынок трубопроводной арматуры переживает период технологической трансформации. Если еще пять лет назад основную долю занимали электроприводные механизмы, то сегодня пневматическая задвижка уверенно захватывает лидерство в сегментах, где требуется быстродействие и взрывобезопасность. Принцип работы устройства базируется на преобразовании энергии сжатого воздуха в линейное или вращательное движение штока, который перемещает запирающий элемент (клиновой диск или параллельные щиты) в седло корпуса.
Ключевым преимуществом пневматики перед электрикой в российских реалиях является отсутствие риска искрообразования. Это делает пневматические задвижки безальтернативным решением для нефтегазовой отрасли, химического производства и объектов хранения легковоспламеняющихся жидкостей. Кроме того, пневмоприводы демонстрируют превосходную работоспособность при низких температурах. В то время как электродвигатели могут испытывать трудности с пуском в мороз или требовать дорогостоящих обогреваемых шкафов, пневматические системы, оснащенные правильными редукторами и осушителями, стабильно функционируют даже в условиях Ямала и Якутии.
Современные модели оснащаются позиционерами с цифровой обработкой сигналов, что позволяет интегрировать их в единую сеть предприятия через протоколы HART или Foundation Fieldbus. Это дает операторам возможность мониторинга состояния уплотнений, контроля усилия закрытия и предотвращения заклинивания в реальном времени.
Конструктивные особенности клиновых и параллельных типов
При выборе оборудования инженер сталкивается с дилеммой: клиновая или параллельная задвижка? Клиновые модели, где диск имеет форму клина, обеспечивают лучшую герметичность за счет самоустанавливающегося эффекта при закрытии. Они идеальны для сред с высоким давлением, однако более чувствительны к температурным деформациям корпуса. Параллельные задвижки, в свою очередь, менее восприимчивы к перекосам фланцев и тепловому расширению, что делает их предпочтительными для магистралей с частыми термоциклами.
| Характеристика | Клиновая задвижка | Параллельная задвижка |
|---|---|---|
| Герметичность | Высокая (класс А по ГОСТ Р 53402-2009) | Средняя/Высокая (зависит от конструкции) |
| Чувствительность к деформациям | Высокая | Низкая |
| Применение | Нефть, газ, пар высокого давления | Вода, нефтепродукты, переменные температуры |
| Стоимость обслуживания | Выше (требуется притирка седел) | Ниже (конструкция проще) |
| Риск заклинивания | Средний (при перегреве) | Минимальный |
Важно отметить, что в 2026 году российские производители существенно доработали геометрию клиньев, внедрив компенсирующие элементы, что снизило риск термического заклинивания, ранее бывшего главной проблемой клиновых задвижек.
Нормативная база: ГОСТ и новые требования 2026 года
Вопрос соответствия государственным стандартам в России всегда стоял остро, но после обновления ряда технических регламентов в 2024-2025 годах требования к запорной арматуре ужесточились. Основной документ, регламентирующий технические условия, — это ГОСТ 2026 (в актуализированной редакции), который гармонизирован с международными стандартами ISO, но содержит специфические пункты, учитывающие климатические зоны РФ.
Согласно новым требованиям, каждая пневматическая задвижка, поступающая в эксплуатацию на объектах повышенной опасности, должна проходить обязательную сертификацию на соответствие классу герметичности «А» или «B» (в зависимости от рабочей среды). Особое внимание уделяется материалам уплотнительных поверхностей. Использование мягких уплотнений (PTFE, резиновые композиты) допускается только при температурах до +200°C. Для высокотемпературных сред (пар, горячие нефтепродукты) предписано применение металлометаллических уплотнений с наплавкой из стеллита или твердых сплавов.
Еще одним критическим изменением стало требование к ресурсу безотказной работы. Если ранее норматив составлял 2000 циклов, то теперь для арматуры диаметрами от DN 100 и выше минимальный заявленный ресурс должен составлять не менее 5000 полных циклов «открытие-закрытие» без проведения технического обслуживания. Это вынудило производителей пересмотреть конструкцию шток-уплотнений и подшипниковых узлов.
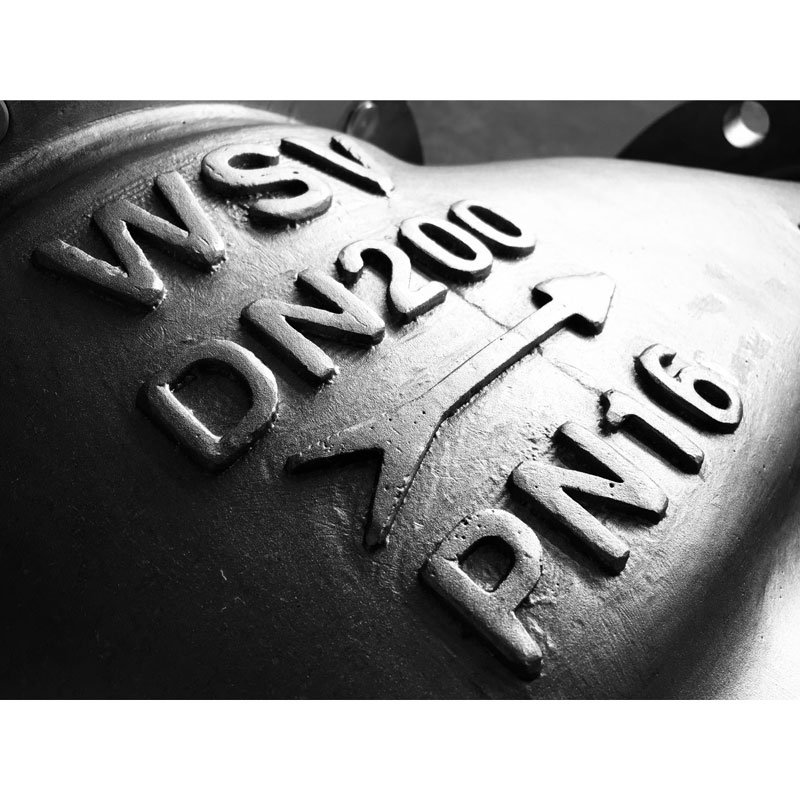
Маркировка и паспортные данные
При приемке оборудования специалисты отдела технического контроля обязаны сверять маркировку на корпусе с паспортными данными. Согласно ГОСТ, на корпусе должны быть четко отлиты или выбиты:
- Наименование или товарный знак производителя;
- Условное обозначение материала корпуса (например, 09Г2С, 12Х18Н10Т);
- Условное давление (Ру) и диаметр (Ду);
- Дата выпуска и номер партии;
- Знак соответствия системе сертификации.
Отсутствие любого из этих элементов является основанием для браковки партии. В условиях импортозамещения участились случаи поставки контрафактной продукции под видом российских аналогов, поэтому проверка сертификатов происхождения металла стала обязательной процедурой для крупных закупок.
«Новые редакции ГОСТ сместили фокус с проверки статических характеристик на тестирование динамических режимов. Задвижка должна работать не только в закрытом состоянии, но и выдерживать гидроудары при быстром перекрытии потока пневмоприводом», — комментарий ведущего эксперта НИИ «Клапан».
Рыночная конъюнктура: цены, логистика и доступность в РФ
Анализ рынка первого квартала 2026 года показывает стабилизацию цен после периода высокой волатильности 2024 года. Однако стоимость пневматических задвижек все еще зависит от курса валют, так как многие комплектующие (особенно мембраны пневмоприводов и электронные позиционеры) имеют импортное происхождение или производятся по лицензиям.
Средние рыночные цены на продукцию российского производства (с учетом НДС) выглядят следующим образом:
| Диаметр (Ду) | Давление (Ру), атм | Тип привода | Средняя цена (руб.) | Срок поставки (дней) |
|---|---|---|---|---|
| DN 50 | 16 | Пневмоцилиндр односторонний | 45 000 – 62 000 | 7–14 |
| DN 100 | 16 | Пневмоцилиндр двусторонний | 115 000 – 145 000 | 14–21 |
| DN 150 | 25 | Пневмоцилиндр с редуктором | 230 000 – 280 000 | 21–30 |
| DN 200 | 40 | Усиленный привод с позиционером | 450 000 – 580 000 | 30–45 |
| DN 300+ | 63+ | Индивидуальный проект | от 900 000 | 45–60 |
Стоит отметить, что цены на площадки маркетплейсов промышленного назначения (таких как специализированные разделы на крупных B2B-порталах) могут быть ниже на 10-15% за счет оптовых скидок, но требуют тщательной проверки продавца. Покупка через непроверенных посредников несет риски получения продукции с истекшим сроком хранения уплотнений или без заводской консервации.
Логистика внутри России налажена достаточно хорошо. Крупные заводы, расположенные в Челябинской, Свердловской областях и Татарстане, обеспечивают доставку до удаленных регионов за счет развитой сети дистрибьюторов. Однако при заказе оборудования для северных завозов необходимо отдельно оговаривать условия упаковки и транспортировки, чтобы исключить повреждение хрупких элементов пневмопривода при вибрационных нагрузках.
Факторы, влияющие на конечную стоимость
Почему две задвижки одинакового диаметра могут отличаться в цене в два раза? Ответ кроется в деталях:
- Материал корпуса: Углеродистая сталь (20, 09Г2С) дешевле нержавеющей (12Х18Н10Т) в 2-2.5 раза. Для агрессивных сред экономия на материале недопустима.
- Комплектация привода: Базовая версия включает только цилиндр. Версия «под ключ» с соленоидным клапаном, фильтром-регулятором, ограничителями хода и концевыми выключателями будет стоить значительно дороже, но сэкономит время на монтаже.
- Климатическое исполнение: Исполнение «ХЛ» (холодностойкое) требует применения специальных морозостойких смазок и сталей, что удорожает изделие на 15-20%.
- Бренд комплектующих: Использование европейских или качественных азиатских компонентов в пневмолинии повышает надежность, но увеличивает цену.
Критерии выбора: руководство для инженера-закупщика
Выбор пневматической задвижки — это многофакторная задача, где ошибка на этапе проектирования может привести к миллионным убыткам в процессе эксплуатации. Алгоритм подбора должен строиться строго последовательно.
Первым шагом является определение параметров рабочей среды. Температура, давление, химический состав, наличие абразивных частиц — все это диктует выбор материала проточной части и типа уплотнения. Для воды и нейтральных сред отлично подходят задвижки с обрезиненным клином. Для пара и газа необходимы металлические уплотнения.
Второй критический параметр — быстродействие. Пневматика позволяет открывать и закрывать арматуру за секунды. Но здесь кроется подводный камень: слишком быстрое закрытие большой задвижки на длинном трубопроводе может вызвать гидравлический удар, способный разорвать трубы. В таких случаях необходимо предусматривать дросселирование выхода воздуха из пневмоцилиндра или использовать приводы с регулируемой скоростью.
Расчет усилия и выбор пневмопривода
Мощность пневмопривода должна превышать усилие, необходимое для перемещения затвора, с запасом не менее 20-30%. Этот запас компенсирует износ уплотнений, загустевание смазки на морозе и возможные колебания давления в пневмосети. Недостаточное усилие приведет к тому, что задвижка не закроется полностью («недожим»), что вызовет утечку и эрозию седел.
При работе в условиях Крайнего Севера обязательно использование подогреваемых редукторов подготовки воздуха или установка локальных обогревателей на сам пневмоцилиндр. Конденсат, замерзающий внутри цилиндра, — одна из самых частых причин отказа пневматики зимой.
Практический совет: Всегда запрашивайте у производителя диаграмму «Усилие-Ход» для конкретной модели задвижки. Сравните её с характеристиками выбранного привода. Если кривые пересекаются в зоне максимального усилия, данный комплект работать не будет.
Эксплуатация и обслуживание в российских условиях
Даже самая совершенная пневматическая задвижка требует регулярного обслуживания. В российских условиях межремонтный интервал часто сокращается из-за тяжелых условий эксплуатации. Что входит в обязательный перечень работ?
Во-первых, контроль герметичности пневмолиний. Утечки сжатого воздуха не только увеличивают расходы на электроэнергию компрессорной станции, но и снижают скорость срабатывания арматуры. Во-вторых, проверка состояния смазки в направляющих и подшипниках. При работе с агрессивными средами рекомендуется проводить визуальный осмотр сальниковых уплотнений штока каждые 3 месяца.
Особое внимание следует уделить зимней эксплуатации. Перед наступлением холодов необходимо заменить смазку на низкотемпературную, проверить работу системы обогрева (если предусмотрена) и убедиться в отсутствии конденсата в ресиверах пневмопривода. Частая ошибка эксплуатационников — игнорирование фильтров-осушителей. Попадание влаги в цилиндр приводит к коррозии зеркала цилиндра и выходу из строя манжет, что требует полной замены привода.
Типичные неисправности и методы их устранения
- Задвижка не закрывается до конца: Причина — недостаток давления воздуха, загрязнение полости привода или износ уплотнений клина. Решение — проверка давления, продувка, замена уплотнений.
- Протечка через сальник: Причина — ослабление сальниковой набивки или повреждение штока. Решение — подтяжка сальниковой камеры (без давления в трубопроводе!) или замена набивки.
- Рывки при движении: Причина — неравномерная подача воздуха или заедание в направляющих. Решение — настройка дросселей, смазка направляющих.
- Коррозия корпуса: Причина — повреждение лакокрасочного покрытия. Решение — очистка и восстановление покрытия, так как коррозия может перейти в сквозную.
Перспективы развития и тренды отрасли
Российский рынок арматуры движется в сторону цифровизации и повышения автономности. Тренд 2026 года — внедрение «умных» задвижек со встроенными датчиками диагностики. Такие устройства сами сообщают диспетчеру о необходимости обслуживания, фиксируют количество циклов и анализируют профиль усилия закрытия, выявляя начальные стадии эрозии седел.
Также наблюдается рост спроса на модульные конструкции, позволяющие быстро заменять пневмопривод без демонтажа самой задвижки с трубопровода. Это сокращает время простоя производства при ремонте. Локализация производства компонентов продолжает углубляться: если раньше российские заводы собирали корпуса, а приводы закупались за рубежом, то сейчас налажен полный цикл производства высококачественных пневмоцилиндров и арматуры управления внутри страны.
Локализация и поддержка: роль высокотехнологичных предприятий
В текущих геополитических условиях вопрос сервисной поддержки выходит на первый план. Покупая пневматическую задвижку у надежного отечественного производителя, предприятие получает гарантию наличия запасных частей на складе в течение всего срока службы изделия (10-15 лет). Импортные бренды часто сталкиваются с проблемами логистики, когда ожидание одной манжеты или комплекта сальников затягивается на месяцы.
Ярким примером такого подхода является компания ООО «Вэйдоули Клапаны» — национальное высокотехнологичное предприятие, специализирующееся на разработке и производстве арматуры из специальных материалов. Продуктовый портфель компании охватывает весь спектр необходимых решений: от регулирующих клапанов (линейных, запорных, разгруженных) до шаровых кранов с плавающим и цапфовым креплением, включая уникальные высокопроизводительные титановые модели, отличающиеся исключительной коррозионной стойкостью. Также в линейке представлены дисковые затворы, соответствующие строгим стандартам API 609, и различные типы задвижек.
Продукция ООО «Вэйдоули Клапаны» широко востребована в химической, металлургической и энергетической отраслях, а также в системах напорного транспортирования сред. Ключевым преимуществом компании является способность изготавливать оборудование по индивидуальным требованиям заказчика, адаптируя конструкцию под специфические параметры давления, температуры и агрессивности среды. Отечественные заводы, подобные «Вэйдоули», не только учитывают качество сжатого воздуха на местных компрессорных станциях и скачки напряжения в сетях, но и предоставляют полноценную инженерную поддержку: выезд специалистов на объект, шеф-монтаж и обучение персонала. Это критически важно для сложных автоматизированных систем, где цена ошибки чрезвычайно высока.
Заключение
Пневматическая задвижка перестала быть просто «железкой», перекрывающей поток. Это сложный механизм, от правильного выбора и настройки которого зависит безопасность и рентабельность всего технологического процесса. Рынок 2026 года предлагает широкий спектр решений, соответствующих самым строгим требованиям ГОСТ и способных работать в экстремальных климатических зонах. Ключ к успеху лежит в детальном анализе условий эксплуатации, грамотном расчете усилий привода и выборе надежного поставщика с развитой сервисной сетью, такого как ООО «Вэйдоули Клапаны». Экономия на начальном этапе покупки часто оборачивается многократно большими расходами на ремонты и простои, поэтому инвестиция в качественную арматуру с полным пакетом документации и гарантийной поддержки является единственно верной стратегией для современного российского предприятия.
Часто задаваемые вопросы (FAQ)
Вопрос: Можно ли использовать стандартную пневматическую задвижку при температуре -50°C?
Ответ: Нет, стандартное исполнение рассчитано обычно до -40°C. Для температур ниже требуется специальное исполнение «ХЛ» (холодостойкое) с применением морозостойких сталей, специальных смазок и уплотнений из фторкаучука или специальных композиций, сохраняющих эластичность на морозе.
Вопрос: Какое давление сжатого воздуха необходимо для работы пневмопривода задвижки?
Ответ: Большинство промышленных пневмоприводов работают в диапазоне 4–8 бар. Однако конкретное значение зависит от диаметра задвижки и давления в трубопроводе. Для больших диаметров и высоких давлений в трубе может потребоваться давление воздуха до 10 бар или использование редукторов с усилителями.
Вопрос: Чем отличается задвижка с выдвижным шпинделем от задвижки с невыдвижным?
Ответ: В задвижке с выдвижным шпинделем резьба находится снаружи и не контактирует с рабочей средой, что облегчает обслуживание и смазку, но требует больше места по высоте. В задвижке с невыдвижным шпинделем резьба находится внутри корпуса, в среде, что защищает её от внешних воздействий, но усложняет обслуживание и требует стойких материалов резьбы.
Вопрос: Обязательно ли устанавливать соленоидный клапан для управления пневмозадвижкой?
Ответ: Для автоматизированного управления — да. Соленоидный клапан (электромагнитный) является основным элементом, подающим или сбрасывающим воздух в привод по сигналу от системы управления. Для ручного управления можно использовать пневмораспределители с рычажным или кнопочным управлением.
Источники информации
- ГОСТ Р 53402-2009 Арматура трубопроводная. Классы герметичности затворов
- Минпромторг России: Реестр сертифицированной промышленной продукции
- Форум специалистов АВК: Обсуждение проблем эксплуатации запорной арматуры
- Хабр: Промышленная автоматизация и новости рынка
- Центр сертификации «ЮНИРОСТ»: Требования к трубопроводной арматуре