-


-
-


-


-


WhatsApp

-
WeChat


Монтаж фланцевых и резьбовых шаровых клапанов: основные ошибки
2026-06-05
- Почему 80% утечек на фланцах происходят в первый месяц эксплуатации
- Критические ошибки при монтаже фланцевых шаровых клапанов
- Специфика установки резьбовых шаровых кранов малого диаметра
- Влияние направления потока и положения в пространстве
- Требования стандартов и приемка работ
- Часто задаваемые вопросы
- Заключение и выбор надежного партнера
Почему 80% утечек на фланцах происходят в первый месяц эксплуатации
Неправильный монтаж шаровых клапанов — это не просто техническая оплошность, а прямая угроза безопасности всего трубопровода. В нашей практике мы неоднократно сталкивались с ситуацией, когда дорогостоящий титановый кран выходил из строя через две недели после запуска из-за банального перекоса при затяжке болтов. Ключевая проблема кроется в игнорировании момента затяжки и отсутствии контроля соосности. Если вы планируете установку арматуры диаметром от DN50 и выше, помните: экономия 15 минут на подготовке фланцев часто приводит к простоям стоимостью в десятки тысяч долларов. Эта статья основана на реальном опыте сервисных инженеров и данных о отказах в химической и энергетической отраслях.
Критические ошибки при монтаже фланцевых шаровых клапанов
Фланцевое соединение остается самым распространенным типом стыковки в промышленной арматуре, но именно здесь допускается наибольшее количество ошибок. Основная причина неудач — восприятие фланца как второстепенного элемента. На самом деле, геометрия уплотнительной поверхности определяет герметичность всей системы.
Игнорирование чистоты и состояния уплотнительных поверхностей
Перед установкой прокладки многие монтажники просто протирают фланцы ветошью, считая этого достаточным. Это фатальная ошибка. Даже микроскопические царапины, оставленные шлифовальной машиной под неправильным углом, или следы старой прокладки создают каналы для протечки. Мы зафиксировали случай на нефтеперерабатывающем заводе, где смесь сернистых соединений начала просачиваться через соединение сразу после повышения давления до 4,2 МПа. При демонтаже выяснилось, что на зеркале фланца остались радиальные риски глубиной всего 0,05 мм. Для высокотемпературных сред допустимы только концентрические или спиральные канавки определенной шероховатости (обычно Ra 3,2–6,3 мкм согласно ASME B46.1). Если поверхность повреждена коррозией или имеет глубокие забоины, никакой герметик не спасет ситуацию — требуется механическая обработка или замена фланца.
Действие: Перед сборкой обязательно проведите визуальный контроль и тактильную проверку поверхности пальцем в перчатке; при наличии сомнений используйте лупу или профилометр.
Перекос трубопровода и принудительная стыковка
Одна из самых частых причин разрушения корпуса клапана — попытка стянуть фланцы, когда оси труб не совпадают. Монтажники часто используют ломы или лебедки, чтобы насильно притянуть патрубки друг к другу. В этот момент на корпус шарового крана действуют изгибающие моменты, на которые он не рассчитан. Особенно критично это для конструкций с плавающим шаром, где уплотнительные кольца испытывают неравномерное давление. В результате шар заклинивает, либо происходит деформация седла, что ведет к неполному перекрытию потока. ООО Вэйдоули Клапаны в своей технической документации четко указывает допуски на несоосность: для стандартных стальных клапанов смещение не должно превышать 1,5 мм на метр длины присоединительного участка. Превышение этого значения создает постоянное напряжение в материале, которое в сочетании с вибрацией быстро приводит к усталостным трещинам.
Действие: Используйте лазерный нивелир или натянутую струну для проверки соосности до начала установки крепежа; если зазор неравномерен, исправляйте геометрию трубопровода, а не тяните болты.
Нарушение последовательности и момента затяжки болтов
Затяжка болтов “по кругу” или полное закручивание одного болта перед переходом к следующему — верный способ получить негерметичное соединение. Такой подход перекашивает прокладку, создавая зоны локального пересжатия и участки, где контакт отсутствует вовсе. Правильная методика требует использования динамометрического ключа и строгого порядка затяжки “крест-накрест”. Процесс должен проходить в три этапа: сначала предварительная затяжка от руки для центровки, затем 30% от номинального момента, потом 60%, и только в конце — 100%. Мы видели случаи, когда использование пневмоинструмента без контроля момента приводило к вытягиванию шпилек и раздавливанию паронитовых прокладок до состояния тонкой пленки, которая со временем теряла упругость. Для ответственных узлов, работающих под давлением выше 1,6 МПа, рекомендуется проводить повторную протяжку через 24 часа после начала эксплуатации или после первого термоцикла.
Действие: Составьте карту затяжки для каждого фланцевого узла и используйте только калиброванный динамометрический инструмент, фиксируя значения в журнале работ.
Специфика установки резьбовых шаровых кранов малого диаметра
Резьбовые соединения, применяемые на линиях диаметром до DN50, кажутся проще в монтаже, но имеют свои скрытые угрозы. Главная ошибка здесь — чрезмерное усилие при завинчивании и неправильный выбор уплотнительного материала.
Риск растрескивания корпуса при перетяжке
Латунные и нержавеющие корпуса резьбовых клапанов чувствительны к крутящим моментам. Когда монтажник использует длинный рычаг (“трубу на ключ”), чтобы дотянуть соединение, он рискует расколоть корпус вдоль резьбы. Это особенно актуально для полнопроходных моделей, где стенка корпуса тоньше. В отличие от фланцев, где нагрузка распределяется по площади, здесь все напряжение концентрируется в первом витке резьбы. Наша статистика показывает, что до 15% возвратов резьбовой арматуры связаны именно с трещинами, возникшими при монтаже. Важно понимать предел текучести материала: для латуни CW617N максимальный момент затяжки для резьбы 1 дюйм не должен превышать 120 Н·м. Превышение этого значения не улучшает герметичность, а лишь разрушает металл.
Действие: Откажитесь от использования удлинителей ключа; если соединение течет при нормальном усилии, проблема в качестве резьбы или отсутствии уплотнителя, а не в слабой затяжке.
Ошибки применения уплотнительных материалов
Использование льняной пакли с краской или свинцовым суриком в современных системах — это пережиток прошлого, который часто приводит к загрязнениям среды. Чацы пакли могут попасть в механизм шарового крана, заблокировав вращение шара. Для питьевой воды, пищевых производств и агрессивных химических сред единственно верным решением являются полимерные нити или анаэробные герметики. Однако и здесь есть нюанс: анаэробные составы требуют чистой, обезжиренной поверхности и определенного зазора между витками. Если резьба изношена или имеет большой шаг, полимеризация может не произойти полностью. Фторопластовая лента (ФУМ) также требует правильной намотки: по ходу резьбы, в несколько слоев, но не слишком толсто, чтобы фитинг не лопнул при навинчивании. Слишком толстый слой ленты работает как клин, создавая опасное распирающее усилие.
Действие: Подбирайте уплотнитель строго под рабочую среду и температуру; для высоких температур (>200°C) используйте графитовые нити или металлические уплотнительные кольца, избегая полимеров.
Влияние направления потока и положения в пространстве
Многие считают шаровые клапаны универсальными изделиями, которые можно ставить в любом положении и любой стороной. Это заблуждение, которое дорого обходится при эксплуатации запорной арматуры с мягкими седлами.
Проблема одностороннего давления
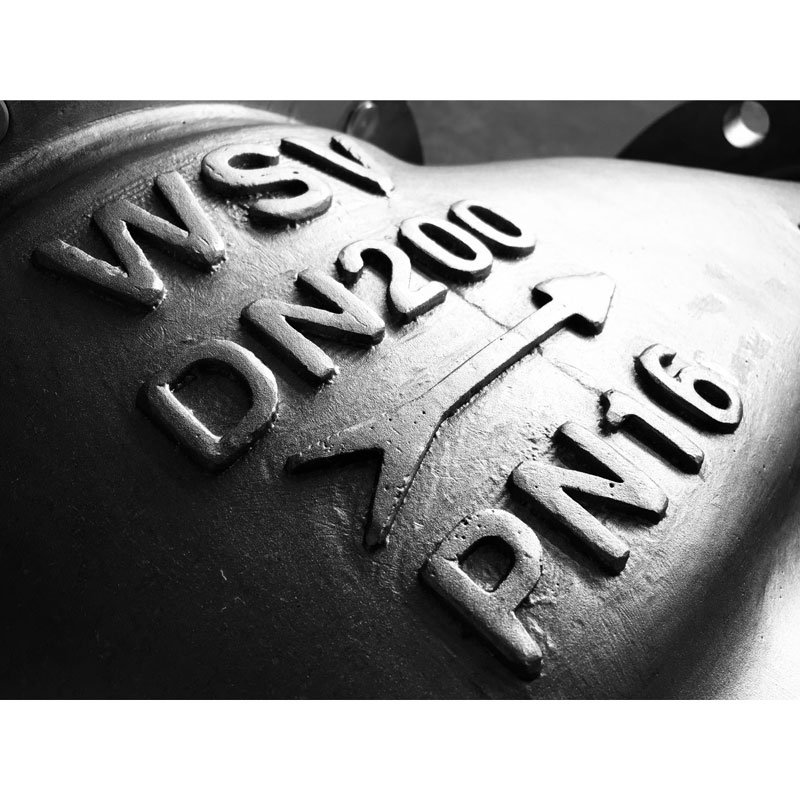
Большинство стандартных шаровых кранов с плавающим шаром являются однонаправленными. Давление среды должно прижимать шар к выходному седлу, обеспечивая герметичность. Если установить такой клапан наоборот, под давлением шар будет отжиматься от входного седла, что приведет к протечке в закрытом состоянии. Более того, при попытке открыть клапан под высоким давлением с неправильной ориентацией, крутящий момент на рукоятке возрастает многократно, что может привести к поломке шпонки или квадрата штока. Титановые краны и модели с цапфовым креплением, которые производит ООО Вэйдоули Клапаны, часто лишены этого ограничения благодаря конструкции фиксированного шара, но для бюджетных серий это правило остается железным. На корпусе изделия направление потока обычно указано стрелкой; игнорирование этой маркировки — грубейшее нарушение технологии монтажа.
Действие: Всегда сверяйте направление стрелки на корпусе с направлением потока в трубопроводе перед окончательной фиксацией клапана.
Положение привода и доступность обслуживания
Установка клапана приводом вниз недопустима, если нет специальных указаний производителя. В таком положении любая протечка через сальниковое уплотнение приведет к тому, что среда будет скапливаться непосредственно в механизме привода, вызывая коррозию и заклинивание. Кроме того, такое положение затрудняет визуальный контроль состояния штока. Оптимальное положение — приводом вверх или горизонтально. Также необходимо обеспечить достаточное пространство для поворота рукоятки на 90 градусов. Мы встречали случаи, когда клапаны монтировали вплотную к стене или изоляции, делая невозможным их полное открытие или закрытие без демонтажа соседних элементов. Это нарушает требования безопасности и делает невозможным оперативное перекрытие аварии.
Действие: Обеспечьте минимальный радиус поворота ручки плюс 100 мм запаса; если пространства мало, предусмотрите установку редуктора с выносным маховиком или удлиненного штока.
| Параметр контроля | Допустимое значение / Требование | Последствия нарушения | Инструмент контроля |
|---|---|---|---|
| Соосность фланцев | Макс. смещение 1,5 мм/м | Изгибающий момент, трещины корпуса, заклинивание шара | Лазерный нивелир, струна |
| Момент затяжки болтов | Согласно таблице для класса прочности болта | Негерметичность (слабая) или раздавливание прокладки (сильная) | Динамометрический ключ |
| Шероховатость фланца | Ra 3,2–6,3 мкм (для спиральных канавок) | Каналы утечки по микроцарапинам | Профилометр, эталонные образцы |
| Чистота резьбы | Отсутствие грязи, масла, старой пакли | Неполная полимеризация герметика, ложное ощущение затяжки | Визуальный осмотр, щетка |
| Положение привода | Вертикально вверх или горизонтально | Коррозия привода, невозможность обслуживания | Строительный уровень |
Требования стандартов и приемка работ
Качественный монтаж невозможен без опоры на нормативную базу. В международной практике основным документом является стандарт Источник: ASME B31.3 Process Piping, который регламентирует допуски, методы сварки и сборки. Для оборудования, поставляемого на рынки СНГ и ЕАЭС, критически важно соответствие ГОСТ 15150 (исполнение для различных климатических зон) и наличие сертификата EAC. Игнорирование этих требований не только лишает гарантии, но и создает юридические риски при проверках надзорных органов. Например, использование прокладок из материала, не сертифицированного для данной группы сред (например, резины вместо тефлона в кислотной среде), является прямым нарушением правил промышленной безопасности.
Приемка узла должна включать не только визуальный осмотр, но и гидравлические испытания. Давление пробного испытания обычно составляет 1,5 от рабочего давления для прочности и 1,1 для герметичности. Важно выдерживать давление в течение времени, достаточного для выявления медленных протечек (не менее 10-15 минут). Мы рекомендуем проводить эти тесты до нанесения теплоизоляции и окраски, чтобы иметь прямой доступ к соединениям.
Действие: Запросите у поставщика паспорт качества на каждую единицу арматуры и убедитесь, что протоколы испытаний подписаны ОТК завода-изготовителя.
Часто задаваемые вопросы
Можно ли использовать шаровые клапаны для дросселирования потока?
Категорически нет, если это не специализированные модели с V-образным вырезом в шаре. Стандартные полнопроходные или сокращеннопроходные шаровые краны предназначены только для работы в положениях “полностью открыт” или “полностью закрыт”. Попытка использовать их для регулировки расхода приводит к эрозии седел и шара из-за высокой скорости потока в частично открытом состоянии. Это вызывает вибрацию, шум и быстрое разрушение уплотнений. Для регулирования используйте специальные регулирующие клапаны, например, модели с линейным перемещением или клеточного типа.
Как часто нужно проводить профилактическую протяжку фланцев?
Единого ответа для всех случаев не существует, так как это зависит от цикличности нагрузок и температуры. Однако общее правило гласит: обязательная повторная протяжка требуется после первого нагрева и охлаждения системы (первый термоцикл). Далее периодичность определяется регламентом предприятия, но обычно составляет раз в 6–12 месяцев для стационарных установок. Для вибронагруженных участков или систем с частыми температурными колебаниями интервал сокращается до 3 месяцев. Использование пружинных шайб или тарельчатых пружин под гайки позволяет значительно увеличить интервалы между обслуживанием.
Что делать, если рукоятка клапана проворачивается, но шар не двигается?
Это признак поломки соединения штока с шаром (срезана шпонка или слизаны шлицы). Эксплуатировать такой клапан нельзя. Необходимо снять привод, убедиться в отсутствии давления в линии и демонтировать клапан для ремонта или замены. Попытки силой провернуть рукоятку могут привести к полному разрушению верхнего узла клапана и аварийному выбросу среды. В некоторых случаях причиной может быть примерзание или закоксовывание шара, тогда требуется применение специальных проникающих смазок и аккуратное раскачивание штока, но только если конструкция позволяет это безопасно.
Заключение и выбор надежного партнера
Монтаж шаровых клапанов — это процесс, где дьявол кроется в деталях. Чистота фланцев, правильный момент затяжки, соблюдение направления потока и использование сертифицированных материалов — вот фундамент безаварийной работы. Ошибки на этапе установки неизбежно приводят к финансовым потерям и рискам для персонала в будущем. Выбирая арматуру, отдавайте предпочтение производителям, которые предоставляют не только продукт, но и полную техническую поддержку. ООО Вэйдоули Клапаны предлагает широкий спектр решений, от стандартных стальных кранов до высокотехнологичных титановых моделей, способных работать в экстремальных условиях химических и металлургических производств. Наша продукция проходит строгий контроль качества и соответствует международным стандартам, что гарантирует долговечность при соблюдении правил монтажа.
Не рискуйте безопасностью вашего предприятия из-за неправильно установленной арматуры. Если у вас возникли сомнения в подборе типа клапана или технологии его установки для специфических условий, наши инженеры готовы провести консультацию и помочь с расчетом нагрузок. Свяжитесь с нами сегодня для получения детальной технической документации и профессиональной поддержки вашего проекта.