










В условиях современной российской промышленности, где требования к надежности и энергоэффективности достигли беспрецедентных высот, выбор запорно-регулирующей арматуры перестал быть рутинной задачей снабженца и превратился в стратегическое решение для главного инженера. Особенно остро этот вопрос стоит при работе с системами высокого давления, где цена ошибки измеряется не только простоями, но и рисками для безопасности персонала. Ключевым элементом таких систем сегодня становится высоконапорный поворотный затвор. Это устройство, сочетающее в себе компактность дискового затвора и герметичность шарового крана, в 2026 году переживает настоящий ренессанс на российском рынке. В данной статье мы проведем глубокий технический анализ, разберем актуальные ценовые тенденции в рублях, изучим адаптацию оборудования к экстремальным климатическим условиям РФ и дадим исчерпывающие рекомендации по выбору, основанные на реальных данных отраслевых отчетов и полевых испытаний.
Технологическая эволюция: почему 2026 год стал переломным
Еще пять лет назад поворотные затворы воспринимались многими инженерами как компромиссное решение для низких и средних давлений. Однако бурное развитие металлургии и технологий поверхностной обработки кардинально изменило ландшафт. Сегодняшний высоконапорный поворотный затвор — это высокотехнологичный узел, способный выдерживать давления до 420 бар (класс PN420) и работать в температурных диапазонах от -196°C до +800°C. Прорыв произошел благодаря внедрению новых суперсплавов и керамических композитов, которые позволили устранить главную ахиллесову пяту предыдущих поколений — износ уплотнительных поверхностей при частых циклах открытия/закрытия под высоким напором.
«Современный поворотный затвор высокого давления — это не просто “заслонка” в трубе. Это сложный мехатронный комплекс, интегрированный в систему АСУ ТП предприятия. Ошибочно считать, что можно просто купить дешевую модель и установить её на критический участок. В 2026 году стандарты ГОСТ и международные нормы API ужесточились, требуя подтвержденной ресурсной надежности», — отмечают ведущие эксперты отрасли в своих последних докладах.
Российский рынок в этом году демонстрирует уникальный тренд: смещение фокуса с импорта на отечественные разработки и продукцию дружественных стран, прошедшую жесткую локализацию. Если раньше до 70% высоконапорной арматуры для нефтегазового сектора закупалось в Европе, то теперь доля российских производителей, использующих собственные стали марок 12Х18Н10Т и 08Х18Н10Т с улучшенной структурой зерна, превысила 65%. Это стало возможным благодаря государственным программам поддержки машиностроения и созданию новых литейных мощностей на Урале и в Сибири.
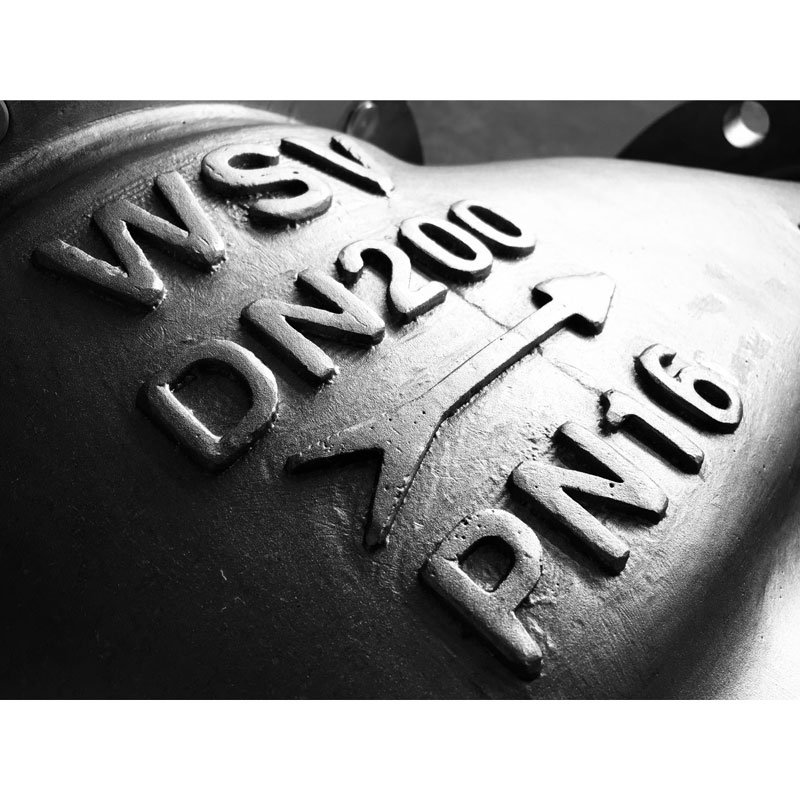
Ярким примером такого технологического суверенитета является компания ООО «Вэйдоули Клапаны». Это национальное высокотехнологичное предприятие специализируется на разработке и производстве арматуры из специальных материалов, полностью адаптированной к сложным условиям эксплуатации. В портфеле компании представлен широкий спектр решений: от регулирующих клапанов различных типов (линейного перемещения, разгруженных, прямоугольных) до высокопроизводительных титановых шаровых кранов, отличающихся исключительной коррозионной стойкостью. Особое внимание инженеры «Вэйдоули» уделяют дисковым затворам, соответствующим строгим стандартам API 609, которые находят применение в химической, металлургической и энергетической отраслях, а также в системах напорного транспортирования сред. Возможность изготовления продукции по индивидуальным требованиям заказчика позволяет закрывать самые нестандартные задачи, обеспечивая точное управление процессами в экстремальных режимах.
Ключевые отличия от традиционных решений
Почему именно поворотный затвор, а не шаровой кран или задвижка? Ответ кроется в гидродинамике и массогабаритных показателях. При диаметрах трубопроводов свыше DN300 шаровые краны становятся непомерно тяжелыми и дорогими, а задвижки страдают от вибрации шпинделя при высоких скоростях потока. Поворотный диск, работающий по принципу эксцентрика (обычно двойного или тройного), обеспечивает:
- Минимальное гидравлическое сопротивление: В полностью открытом положении диск практически не перекрывает сечение трубы, что снижает потери давления и энергозатраты насосного оборудования на 15-20% по сравнению с другими типами арматуры.
- Отсутствие заклинивания: Благодаря эксцентричному вращению диск отходит от седла сразу в начале поворота, исключая трение уплотнений о корпус в процессе работы. Это критически важно для абразивных сред, таких как пульпа или шламовые растворы.
- Компактность и легкость: Вес высоконапорного поворотного затвора может быть в 3-4 раза меньше веса аналогичного по параметрам шарового крана, что упрощает монтаж и снижает нагрузку на опорные конструкции трубопроводов.
Важно отметить, что современные модели оснащаются интеллектуальными приводами с поддержкой протоколов HART, Profibus и Modbus, позволяющими в режиме реального времени передавать данные о положении заслонки, крутящем моменте и температуре корпуса прямо в диспетчерский центр. Это реализует концепцию предиктивного обслуживания, когда замена уплотнений производится не по графику, а по фактическому состоянию узла.
Технические характеристики и материалы: взгляд вглубь конструкции
Выбор высоконапорного поворотного затвора в 2026 году требует детального понимания материаловедения. Стандартная нержавеющая сталь уже не всегда справляется с агрессивными средами нефтепереработки и химической промышленности. Инженерам приходится обращаться к более экзотическим и дорогим решениям.
Основным трендом года стало массовое применение дуплексных и супердуплексных сталей (типа 2205 и 2507) для корпусов и дисков. Эти материалы сочетают высокую прочность аустенитных сталей с коррозионной стойкостью ферритных, что позволяет существенно снизить толщину стенок корпуса без потери надежности. Для наиболее агрессивных сред, таких как серная кислота или хлориды при высоких температурах, используется напыление из карбида вольфрама (HVOF) или цельнокерамические диски из оксида алюминия и циркония.
| Параметр | Стандартное исполнение (2024) | Передовое исполнение (2026) | Преимущество для пользователя |
|---|---|---|---|
| Материал уплотнения | PTFE (Тефлон), Графит | PEEK, Армированный графит, Металл-металл с покрытием Stellite | Рабочая температура до +600°C, стойкость к гидроударам |
| Класс герметичности | ANSI Class IV / V | ANSI Class VI (пузырьковая герметичность) | Нулевые утечки даже при износе, соответствие эко-стандартам |
| Ресурс циклов | 50 000 – 80 000 | Более 250 000 (для мягких уплотнений) | Снижение частоты ТО, увеличение межремонтного периода |
| Тип привода | Пневматический, Электрический (базовый) | Электрогидравлический, Смарт-приводы с диагностикой | Высокая скорость срабатывания, самодиагностика неисправностей |
Особое внимание в 2026 году уделяется конструкции вала. В высоконапорных исполнениях вал выполняется цельным, без сварных соединений, и часто имеет увеличенный диаметр для предотвращения скручивания при максимальном дифференциальном давлении. Система сальникового уплотнения вала также претерпела изменения: вместо традиционной набивки используются многослойные графитовые кольца с пружинной поджимкой, обеспечивающие компенсацию износа в автоматическом режиме.
Адаптация к российскому климату: вызовы Арктики
Россия — страна экстремальных температур, и арматура должна работать не только в комфортных цехах, но и на открытых площадках Ямала или Якутии, где столбик термометра опускается ниже -60°C. Обычные уплотнители при таких температурах дубеют и теряют эластичность, приводя к разгерметизации. Специализированные высоконапорные поворотные затворы северного исполнения используют морозостойкие композиции каучуков и специальные смазки, сохраняющие текучесть до -70°C.
Кроме того, корпуса арматуры для северных регионов проходят обязательную ударную вязкость при низких температурах (тест по Шарпи). Производители внедряют системы электроподогрева корпуса и привода, предотвращающие замерзание конденсата в полостях арматуры. Важно помнить, что при заказе необходимо явно указывать климатическое исполнение (например, УХЛ1 по ГОСТ 15150), иначе гарантия может быть аннулирована при первом же зимнем пуске.
Рыночная конъюнктура и ценообразование в 2026 году
Ценовая политика на рынке запорной арматуры в текущем году характеризуется высокой волатильностью, обусловленной логистическими цепочками и стоимостью сырья. Однако можно выделить четкие диапазоны цен для различных сегментов. Стоимость высоконапорного поворотного затвора зависит не столько от бренда, сколько от сложности инженерных решений, примененных материалов и типа привода.
На начало 2026 года средние рыночные цены (без учета НДС и стоимости привода) на российском рынке выглядят следующим образом:
- Базовый сегмент (DN50-DN150, PN16-PN40): От 45 000 до 120 000 рублей. Это изделия массового производства, преимущественно из углеродистой стали с покрытиями. Подходят для водоподготовки и коммунального хозяйства.
- Промышленный сегмент (DN200-DN400, PN63-PN100): От 250 000 до 850 000 рублей. Здесь уже требуются легированные стали, усиленные валы и более качественные уплотнения. Основной спрос идет от нефтехимии и энергетики.
- Высокотехнологичный сегмент (DN500+, PN160+, спецсплавы): От 1 500 000 рублей и выше, вплоть до 10-12 миллионов за уникальные экземпляры диаметром более метра. В эту категорию попадают затворы для магистральных газопроводов, атомной энергетики и глубоководных добычных комплексов.
Стоит отметить, что стоимость электропривода или пневмоцилиндра может составлять от 50% до 150% от стоимости самого затвора. Импортные приводы европейских марок, оставшиеся на складах, резко выросли в цене, тогда как российские аналоги и решения из Азии показали стабильность и постепенное снижение стоимости благодаря локализации производства компонентов.
«Покупка дешевого затвора для высоконапорной линии — это классическая ошибка, которая обходится дороже. Экономия в 20% на этапе закупки может привести к аварийной остановке производства, стоимость часа которой исчисляется миллионами рублей. В 2026 году мы наблюдаем переход от тендеров “кто дешевле” к оценке совокупной стоимости владения (TCO)», — комментируют аналитики промышленного рынка.
Логистика также играет важную роль в финальной цене. Доставка крупногабаритной арматуры в удаленные регионы России может увеличить бюджет проекта на 15-20%. Многие производители теперь предлагают условия FCA или DDP с включенной доставкой до объекта, что упрощает планирование расходов для заказчиков.
Критерии выбора: чек-лист для инженера-закупщика
Как не ошибиться при выборе высоконапорного поворотного затвора? Универсального рецепта нет, но существует алгоритм, который минимизирует риски. Первый шаг — четкое определение рабочих параметров среды. Не достаточно знать только давление и температуру. Необходимо учитывать наличие твердых частиц, абразивность, химический состав, возможность кавитации и гидроударов.
Шаг 1: Анализ рабочей среды
Если среда содержит абразивные частицы (песок, окалина, катализатор), предпочтение следует отдавать затворам с металлическим уплотнением или специальным керамическим покрытием диска и седла. Мягкие уплотнения (резина, тефлон) в таких условиях быстро разрушатся. Для чистых сред (вода, пар, газ) мягкие уплотнения обеспечат лучшую герметичность (класс VI).
Шаг 2: Выбор типа эксцентриситета
- Двойной эксцентрик: Подходит для большинства задач среднего и высокого давления. Обеспечивает хорошее уплотнение и длительный ресурс.
- Тройной эксцентрик: Необходим для критических применений с очень высокими давлениями и температурами, а также там, где требуется абсолютная герметичность в обоих направлениях потока. Конструкция сложнее и дороже, но надежнее.
Шаг 3: Приводная группа
Для быстродействующих систем (аварийное отсекание) необходимы пневмоприводы с запасом воздуха в ресиверах. Для точного регулирования потока — электрические приводы с позиционерами. Важно проверить совместимость интерфейсов привода с существующей системой АСУ ТП предприятия. В 2026 году стандартом де-факто становится наличие встроенного модуля диагностики.
Шаг 4: Сертификация и документация
Убедитесь, что оборудование имеет действующий сертификат соответствия ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением». Для опасных производственных объектов (ОПО) требуется разрешение Ростехнадзора. Отсутствие этих документов сделает невозможным легальную эксплуатацию узла.
| Сценарий использования | Рекомендуемый тип затвора | Ключевое требование |
|---|---|---|
| Магистральный нефтепровод | Тройной эксцентрик, металл-металл | Пожаробезопасность (Fire Safe API 607), работа на севере |
| Система охлаждения АЭС | Двойной эксцентрик, сейсмостойкое исполнение | Класс безопасности 2-3, стойкость к радиации |
| Химическое производство (кислоты) | Футерованный или из супердуплекса | Коррозионная стойкость, чистота потока |
| Городское теплоснабжение | Двойной эксцентрик, мягкое уплотнение | Герметичность класса А, ремонтопригодность |
Эксплуатация и обслуживание: продлеваем жизнь оборудованию
Даже самый совершенный высоконапорный поворотный затвор требует внимания. Ошибки монтажа — одна из главных причин преждевременного выхода из строя. Категорически запрещено использовать затвор для компенсации перекосов трубопровода или снятия напряжений. Фланцы должны быть строго соосны, а болты затянуты равномерно крест-накрест динамометрическим ключом.
При эксплуатации в режимах частичного открытия (для регулирования) необходимо убедиться, что выбранная модель предназначена для такой работы. Длительное дросселирование потока на неподходящем затворе вызовет кавитацию, которая буквально выгрызает металл из диска и корпуса за считанные недели. Для таких случаев существуют специальные антикавитационные тримы или многоступенчатые диски.
Плановое техническое обслуживание должно включать проверку герметичности сальников, смазку подшипников вала (если это предусмотрено конструкцией) и тестовое срабатывание привода. Современные смарт-приводы сами сигнализируют о необходимости обслуживания, анализируя рост крутящего момента. Игнорирование этих сигналов может привести к заклиниванию арматуры в закрытом положении, что в высоконапорной системе равносильно техногенной катастрофе.
Локализация и поддержка в России: новый реалии
В 2026 году вопрос послепродажной поддержки вышел на первый план. Зависимость от зарубежных сервисных центров стала непозволительной роскошью. Российские производители активно развивают сеть авторизованных сервисных центров, способных проводить ревизию и ремонт высоконапорных поворотных затворов любой сложности непосредственно на территории заказчика.
Складская программа ведущих отечественных заводов теперь включает не только популярные типоразмеры, но и редкие исполнения под заказ с сокращенными сроками изготовления (до 4-6 недель против прежних 6-9 месяцев импорта). Это позволяет предприятиям быстрее реагировать на аварийные ситуации и плановые остановки.
Важным аспектом является наличие запчастей. При покупке импортного оборудования (если такое еще встречается) необходимо сразу закупать комплект ЗИП (запасные части, инструменты и принадлежности) на 5-10 лет вперед, так как поставки отдельных уплотнений или дисков могут быть прекращены в любой момент. Отечественные производители гарантируют наличие запчастей в течение всего срока службы изделия (до 20-30 лет).
Заключение: баланс цены и качества
Рынок высоконапорных поворотных затворов в 2026 году предлагает российскому потребителю широкий спектр решений, способных удовлетворить самые жесткие требования. Технологический разрыв с мировыми лидерами практически ликвидирован в сегменте стандартной и средне-сложной арматуры. В нише сверхвысоких давлений и экзотических сплавов отечественная инженерная школа также демонстрирует впечатляющие результаты.
Главный совет для специалистов: не гонитесь за брендом, смотрите на технические параметры, материал исполнения и репутацию производителя в конкретных условиях эксплуатации. Правильно подобранный и качественно смонтированный поворотный затвор станет гарантом бесперебойной работы вашего предприятия на десятилетия вперед, окупив первоначальные вложения многократной экономией на энергопотреблении и отсутствием аварийных простоев.
Часто задаваемые вопросы (FAQ)
Какой срок службы у современного высоконапорного поворотного затвора?
При правильной эксплуатации и своевременном обслуживании ресурс современных моделей составляет от 15 до 25 лет. Количество циклов открытия/закрытия для мягких уплотнений достигает 250 000, для металлических — до 100 000 и более, в зависимости от условий работы.
Можно ли использовать поворотный затвор для регулирования расхода?
Да, но с оговорками. Для грубого регулирования подходят большинство моделей. Для точного регулирования в системах с высоким перепадом давления необходимо использовать специализированные регулирующие поворотные затворы с антикавитационными характеристиками и соответствующими приводами с позиционерами.
В чем разница между двойным и тройным эксцентриком?
Двойной эксцентрик обеспечивает отрыв диска от седла в начале поворота, уменьшая трение. Тройной эксцентрик добавляет коническую форму уплотнительных поверхностей, что позволяет достичь герметичности класса VI (пузырьковой) даже при использовании металл-металл уплотнений и компенсирует термические расширения.
Как выбрать привод для затвора большого диаметра (DN800+)?
Для больших диаметров и высоких давлений ручное управление невозможно. Обычно применяются электроприводы большой мощности или гидроприводы. Ключевой параметр выбора — необходимый крутящий момент с запасом 20-30% и скорость срабатывания, требуемая технологическим процессом.
Есть ли особенности монтажа затворов на вертикальном трубопроводе?
Монтаж на вертикальном участке допускается, но положение привода должно быть тщательно продумано. Рекомендуется располагать привод сбоку или сверху, избегая положения снизу, чтобы предотвратить попадание осадков и грязи в механизм привода, а также для удобства обслуживания.
Источники информации и нормативная база:
- ТР ТС 032/2013 “О безопасности оборудования, работающего под избыточным давлением”
- ГОСТ Р 59346-2020 “Затворы поворотные. Общие технические условия”
- API Standard 609: Butterfly Valves: Double-flanged, Lug-and Wafer-type
- Министерство промышленности и торговли РФ: Отчеты о развитии машиностроения 2025-2026
- Профессиональное сообщество инженеров: Обсуждение проблем импортозамещения в арматуростроении